Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки
Чтобы достичь высокого качества стыковки труб из пропилена, важно учитывать размеры их стенок. В таком случае даже соединения полипропиленовых труб с металлическими будет отличаться надежностью и долговечностью.
Как стыкуют полипропиленовые трубы
Существует два способа такого соединения:
- Резьба. Это относится к трубам PN 10, которые применяются для обустройства холодных водопроводов (до +20 градусов), и теплых полов (до +45 градусов). Также таким способом можно монтировать трубы PN 16: по ним обычно транспортируется холодная вода, имеющая высокое давление или теплоноситель системы отопления с небольшим давлением.
- Сварка. Таким образом соединяют трубы PN 20, рассчитанные на теплую воду до +80 градусов. Они отличаются большей толщиной стенок, при сравнении с двумя предыдущими вариантами. Также сваркой стыкуют армированные полипропиленовые трубы, применяемые для организации горячего водопровода и центрального отопления. Они рассчитаны на воду температурой до +95 градусов.
Одна из причин, почему полипропиленовые трубы так популярны – несложность любого типа их стыковки, которая под силу даже человеку без особых сантехнических навыков. Выбор способа соединения происходит по ситуации, с учетом технических возможностей и умения исполнителя.
Особенности резьбовой стыковки
Данный тип соединения реализуется резьбовыми фитингами, причем самостоятельная нарезка резьбы на полипропиленовых трубах невозможна. Чтобы достичь герметичности и долговечности такой стыковки, обычно применяют тефлоновую ленту и уплотнитель. Муфты для соединения полипропиленовых труб несложно приобрести в любом строительном магазине.

Перечень фитингов, использующихся для резьбовой стыковки:
- Паечная муфта
- Угольник на 45 и 90 градусов. Им можно стыковать любые диаметры труб.
- Угольник на три отвода. Диаметр труб должен быть одинаковым.
- Заглушка.
- Крестовина.
- Седло для вваривания. Им разветвляют трубопровод.
- Комбинированная муфта, где на накидной гайке имеется внутренняя и наружная резьба.
- Комбинированный тройник, имеющий накидную гайку и два типа резьбы.
- Комбинированный угольник, для фиксации смесителя и других приборов.
- Проходная водорозетка.
- Шаровой кран паечного, прямого и углового типа.
Монтаж трубопровода из частей, имеющих разный материал изготовления
Соединение полипропиленовых труб фитингами без сварки с металлическими реализуется переходными особыми фитингами, где одну сторону оснащают муфтой впайки для полипропиленовой трубы, а другую – резьбой (прочитайте: «Виды соединений труб без сварки – какие бывают, плюсы и минусы»).
Кроме того, можно применить разборное соединение для полипропиленовых труб — американку, где есть муфта с металлической сердцевиной, или полипропиленовый штуцер. Читайте также: «Варианты соединения полипропиленовой трубы с металлической, преимущества и недостатки способов».
Соединения резьбой пластика и металла
Резьбовые соединения участков трубопровода из разного материала осуществляются при помощи деталей латунного типа, имеющих однотипные никелированные вставки, для закручивания которых потребуются затяжные ключи. Ответом на вопрос, как соединять полипропиленовые трубы, чтобы достигнуть абсолютной герметичности, является применение нити или ленты из тефлона.

Кроме того, для достижения высококачественной герметизации резьбовых соединений выпускается специальная уплотняющая паста. Для соединения труб существуют обжимочные фитинги, пресс-фитинги и самофиксирующиеся пуш-фитинги, производимые в Бельгии. Фитинги обжимного типа потребуют пары гаечных ключей. Для пресс-фитингов характерна большая надежность и герметичность, однако их монтаж осуществляется специализированным инструментом.
Установка пуш-фитинга проводится приспособлением для резки и калибратором, а материал изготовления данного переходника наиболее экологичный из всех изделий данного типа.
Особенности сварных соединений
Для сварных соединений характера неразъемность, так как плавление способствует перемещению макромолекул из одного соединяемого отрезка в другой. Такое явления называют взаимной диффузией. Так как электрический сварочный аппарат плавит детали, имеющие идентичные свойства, это приводит к их органичному соединению.
Перечень необходимых приспособлений и материалов:
- Специальный паяльник.
- Ножовка по металлу.
- Ножницы, рулетка.
- Набор полипропиленовых труб и фитингов – соединительных муфт, углов, кранов, фум-лент. Читайте также: «Какие полипропиленовые трубы и фитинги стоит использовать – обзор ассортимента».

В конструкцию сварочного аппарата данного типа входит нагревательный стержень и специальные насадки диаметром 16-40 мм. Затухание индикаторной лампочки свидетельствует о достижении оптимальной температуры +260 градусов, на что обычно уходит до 15-ти минут нагрева. Если в помещении температура воздуха опускается ниже нуля, сварочные работы лучше не проводить. Читайте также: «Как соединить полипропиленовые трубы – обзор проверенных способов стыковки».
Когда требуется соединить трубы небольшого диаметра, используется раструбная сварка. В остальных случаях работы проводятся стыковой сваркой, где не нужны дополнительные детали.
Как проводится раструбная сварка
Стыковка полипропиленовых труб раструбной сваркой начинается с нарезки отдельных участков под углом 90 градусов. При нанесении метки к раструбной глубине добавляют 2 мм, после чего детали разогревают до нужной температуры. Чтобы соединить пропилен и алюминиевую прослойку, потребуется специальное отверстие с перфорацией, что послужит повышению прочности трубы.

Используя фитинг с латунной или хромированной вставкой, трубы можно надежно соединить с любым стальным или сантехническим элементом. Чтобы зачищать детали, оснащенные армировкой, лучше воспользоваться специальным инструментом – шейвером.
Особенности стыковой сварки
Как соединить полипропиленовые трубы между собой, используя сварку стыкового типа? Для этого их стенки должны быть не толще 4-х мм. Первым делом участки стыковки торцуют, чтобы они стали полностью параллельными.
Далее следует процесс нагревания и стыковки, для точности которой имеются специальные направляющие. Во время сварочных работ важно проветривать помещение.
Как соединить полипропиленовые трубы
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.
Благодаря своим преимуществам, трубы из полипропилена становятся все более популярными.
Самостоятельное соединение полипропиленовых труб
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропиленовые трубы между собой можно с помощью спайки или же применяя холодный метод.
1 способ — спаивание полипропиленовых труб
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать полипропиленовые трубы на нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубы и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретые полипропиленовые трубы быстро остывают, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ — соединение полипропиленовых труб без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.
Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд. Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой.
Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
В заключении хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от Вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
До встречи на страницах сайта. Удачи вам и тепла вашему дому.
Вопросы, дополнения или пожелания можно написать на странице Вопрос-Ответ.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Особенности монтажа полипропиленовых труб и фитингов
Today Russian market offers a wide range of polypropylene pipeline systems that differ in technical parameters of raw materials and design of fittings, which can affect the joint quality. The material includes an instruction on welding of polypropylene pipes that meets the current regulatory requirements.
Описание:
Сегодня на российском рынке представлено большое количество систем полипропиленовых трубопроводов, различающихся техническими параметрами сырья и конструкцией фитингов, что может влиять на качество соединения. Материал содержит инструкцию по сварке полипропиленовых труб, соответствующую действующим нормативным требованиям.
Ключевые слова: полипропиленовые трубы, монтаж, фитинги, сварка
Особенности монтажа полипропиленовых труб и фитингов
А. Ю. Чермянин, руководитель товарного направления трубопровода PE-RT ООО «ПК КОНТУР»
В результате анализа инструкций по сварке полипропиленовых труб, размещенных в сети Интернет, сотрудники нашей компании обратили внимание на то, что описания процедуры сварки значительно различаются. В частности, рекомендуются разные фаски, метки, даже температурные параметры, при которых необходимо проводить сварку, значительно разнятся. Алгоритм проведения сварочных работ также во многом отличается: в одних источниках указывают на необходимость устанавливать трубу в насадку или фитинг до упора, в других – до метки. В одних предписывается обезжиривать трубы и фитинги смесью спирта и воды, в других – чистым спиртом, в третьих настоятельно рекомендуют вообще отказаться от этого этапа, так как «площадь загрязнений мала по сравнению с чистой» и т. д.

Нами было решено написать инструкцию по сварке полипропиленовых труб, соответствующую действующим нормативным требованиям. Для начала были определены первоисточники, в которых описаны требования к процессу и инструментам:
- СП 40-101–96 «Своды правил по проектированию и строительству. Проектирование и монтаж трубопроводов из полипропилена “Рандом сополимер”»;
- Technical Code DVS2207–11. Welding thermoplastic materials. Heated element welding of pipes, piping parts and panels made of PP. Сварка термопластичных материалов. Сварка нагревательными элементами труб, деталей трубопроводов и панелей из полипропилена;
- Technical Code DVS2208–1. Welding of thermoplastics. Machines and devices for the heated tool welding of pipes, piping parts and panels. Сварка термопластов. Машины и аппараты для сварки нагретым инструментом труб, деталей трубопроводов и панелей.
При сравнении требований, изложенных в перечисленных выше документах, было выявлено, что много различий во встречаемых в Интернете инструкциях обусловлено именно тем, что использовалась различная нормативная база, которая, как выяснилось, достаточно противоречива, кроме того, свое влияние оказали неточности перевода зарубежных документов.
В рамках статьи хотелось бы остановиться именно на этих противоречиях монтажа при сварке и резьбовом соединении латунных частей полипропиленовых фитингов.
Температура поверхности сменных нагревателей: СП 40-101–96 жестко устанавливается требуемая температура, она составляет 260 °C, в DVS2207–11 же указан диапазон от 250 до 270 °C, что с нашей точки зрения гораздо ближе к реальности.
Фаска: СП 40-101–96 регламентирует осуществлять снятие фаски на трубе под углом 30° без указания ее величины. При этом DVS2207–11 регламентирует проводить снятие фаски под углом ≈ 15° и на величину 2 мм для труб диаметром до 50 мм включительно и 3 мм для труб диаметром 63 мм и выше.
Очистка и обезжиривание: по СП 40-101–96 «…конец трубы и раструб соединительной детали перед сваркой очистить от пыли и грязи и обезжирить». Что использовать в качестве обтирочного материала и обезжиривателя – не указывается.
По DVS2207–11 «Идеальное сварное соединение будет производиться только в том случае, если поверхности, инструменты и нагревательные элементы чистые и не имеют следов смазки. Чистящая жидкость должна быть изготовлена из испаряющегося на 100 % растворителя, например, состоящего из 99 частей этанола со степенью чистоты 99,8 % и одной части MEK (метилэтилкетона). Бумага, используемая для очистки, должна быть чистой, ранее не использованной, впитывающей, без запаха, без ворса и неокрашенной».
Расстояние от торца трубы до метки: по СП 40-101–96 нужно «на трубу нанести метку (или установить ограничительный хомут) на расстоянии от торца трубы до метки (или до края хомута), равном глубине раструба соединительной детали плюс 2 мм. Величина расстояния от торца трубы до метки для различных диаметров приведена в табл. 5.1».
Возникает вопрос: на каком же расстоянии наносить метку: «глубина раструба + 2 мм» или «из табл. 5.1»? Эти расстояния неодинаковы, даже если брать глубины раструба из этого же СП 40-101–96.
DVS2207–11 тоже требует установить метку на трубе, называя отмеренное расстояние «глубиной введения» (англ. insertion depth. – Ред.). При этом указаны однозначные требования: для каждого диаметра трубы установлено свое значение глубины. Кроме того, «ни при каких обстоятельствах торец свариваемой трубы не должен касаться дна нагреваемой насадки». То есть нельзя вводить трубу в насадку до упора и далее давить на нее – только до метки.
Сравнение расстояний «от торца трубы до метки» по разным документам и сопоставленные им размеры сварочных насадок указаны в табл. 1.
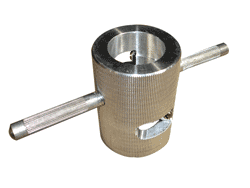
Размеры сварочных насадок в российских документах не регламентируются – производители выпускают их по DVS2208–1 (рис. 1). Кроме того, на рынке присутствуют недорогостоящие сварочные аппараты, в комплект которых входят насадки с эмалированным покрытием, имеющие гораздо меньший срок службы, чем насадки с тефлоновым покрытием. Также это может сказываться на качестве сварного соединения, так как покрытие со временем слазит, возможны прилипание и пригорание остатков полипропилена.
Проведенные испытания в лаборатории при помощи измерителя температуры с термопарой показали, что не у всех сварочных аппаратов терморегулятор корректно поддерживает заданную температуру. Температура может варьироваться в диапазоне ±20 °C при заданных 260 °C, что может плохо повлиять на усилие насаживания и снятие трубы с насадок и монолитность свариваемого соединения. Реже удавалось перегреть соединение при соблюдении времени контакта и температуры.
Нужно помнить, что при выставлении на сварочном аппарате температуры 300 °C (для быстроты плавления), заведомо выше необходимой, полипропилен начнет прилипать и гореть на насадках, очень быстро выводя их из строя.
При нагревании трубы и фитинга по СП 40-101–96 нужно «раструб свариваемой детали насадить на дорн сварочного аппарата, а конец вставить в гильзу до метки (до ограничительного хомута)». Раструб фитинга на дорн насадить можно, а вот конец (трубы) вставить в гильзу до метки вряд ли получится, потому что глубина сварочной насадки (гильзы) для труб Ø20÷50 меньше расстояния установленной по СП 40-101–96 метки. То есть труба упрется торцом в дно сварочной насадки, и торец (если давить на трубу и пытаться дожать до метки) будет оплавляться, сужая проходное отверстие уже на стадии нагревания. По DVS2207–11 эта ситуация недопустима, а по СП 40-101–96, видимо, считается нормальной.
А вот если метку (глубину введения) установить по DVS2207–11 (см. строку 3 табл. 1), то торец трубы не будет оплавляться, так как не будет доставать до дна гильзы сварочной насадки.
Кроме того, введение трубы в фитинг на глубину, большую, чем установлено DVS2207–11, приведет к тому, что соединяться будут неодинаково нагретые по длине труба и фитинг. Например, возьмем трубу Ø40 мм: по СП 40-101–96 нужно установить метку на трубе на расстояние 24 мм, вставить трубу в насадку (гильзу) и нагреть удастся максимум на 21 мм (определяется глубиной гильзы), а соединение будет длиной только 18 мм, так как ответная часть фитинга прогревается насадкой (дорном) на глубину только 18 мм (определяется высотой дорна). Получается, что метку на трубе целесообразно ставить на расстоянии 18 мм от торца, что и предписывается DVS2207–11.
Учитывая полноту требований к очистке, подготовке и сварке полипропиленовых труб и отсутствие противоречий, целесообразно при разработке инструкции по сварке полипропиленовых труб опираться на DVS2207–11.
Инструкция по сварке полипропиленовых труб
Укрупненно эта инструкция будет выглядеть следующим образом.
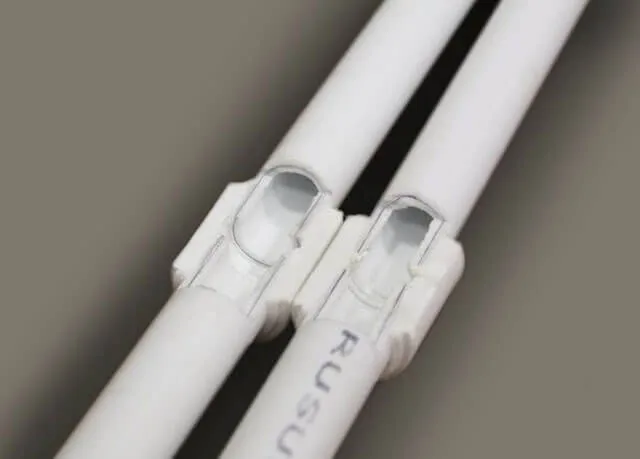
Общая схема раструбной сварки представлена на рис. 2.
Подготовка к сварке
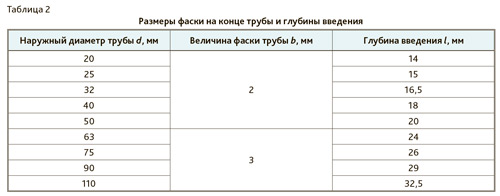
На конце трубы должна быть снята фаска b (рис. 3, табл. 2).
Для выполнения ручной сварки глубина введения должна быть отмечена маркером на конце трубы на расстоянии l (столбец 3 таблицы 2).
 |
Перед каждым процессом сварки нагревательные элементы должны быть очищены бумагой. На нагревательном элементе и сварочных насадках не должно быть остатков полипропилена, чистящего средства или бумаги. Бумага, используемая для очистки, должна быть чистой, ранее не использованной, впитывающей, без запаха, без ворса и неокрашенной.
Перед обработкой поверхностей стыков необходимо убедиться, что используемые инструменты и детали остаются чистыми и свободными от смазки по всей поверхности будущего сварного шва. При необходимости очистить чистящим средством. Обработка соединяемых поверхностей должна происходить непосредственно перед началом сварки.
Любая стружка должна быть удалена без касания поверхностей руками. Если поверхность подвергается загрязнению после механической обработки, например, руками, зона сварного шва должна обрабатываться чистящим средством. Чистящая жидкость должна быть изготовлена из 100 % испаряемого растворителя, например, состоящего из 99 частей этанола со степенью чистоты 99,8 % и одной части MEK (метилэтилкетона).
Перед началом сварки необходимо проверить температуру нагревательного элемента в области сварочных насадок, которая должна находиться в пределах от 250 до 270 °C. Это можно сделать, например, с помощью быстродействующего контактного термометра. Приступать к сварке можно не ранее чем через 10 мин после достижения установленной температуры. Антиадгезивное покрытие или облицовка нагревательного элемента в рабочей зоне должны быть неповрежденными.
Нагревание
Соединения могут выполняться вручную на диаметрах труб до 50 мм. Для нагревания фитинг и труба надеваются и вставляются в соответствующие сварочные насадки, закрепленные на нагревательном элементе. При ручной сварке труба вставляется в гильзу до нанесенной на трубу метки. При этом ни при каких обстоятельствах торец свариваемой трубы не должен касаться дна нагреваемой насадки.
Затем начинается нагревание в течение времени, указанного в столбце 2, табл. 3.
Результат соединения
По истечении времени нагревания фитинги и трубы рывком снимаются с нагретых инструментов, и сразу же труба вставляется в раструб фитинга до метки без скручивания. (Максимальное время выполнения соединения указано в столбце 3, табл. 3.) Отклонение между осевыми линиями трубы и фитинга в месте соединения не должно превышать 5°.
При ручной сварке детали после соединения должны быть зафиксированы в течение времени, указанного в столбце 4, табл. 3. Только после того как будет выдержано общее время охлаждения (столбец 5, табл. 3), соединение может подвергаться нагрузке.
Рекомендации по монтажу полипропиленовых комбинированных фитингов
Полипропиленовые фитинги с резьбовыми элементами представляют собой комбинированное изделие, корпус которого выполнен из полипропилена, резьбовая часть – из латуни (рис. 4). Такие фитинги с трубной резьбой ½, ¾ и 1 дюйм, не имеющие ответной части под ключ, следует соединять с ответной резьбой другого фитинга без вспомогательного инструмента вручную. Или с использованием специального ленточного ключа, обеспечивающего обхват по всей окружности фитинга. Для соединения комбинированных полипропиленовых фитингов, имеющих ответную часть под ключ, требуется применять рожковые гаечные ключи. Усилия, прилагаемые к комбинированным полипропиленовым фитингам при их закручивании, не должны превышать допустимых значений в 15 Н·м.
При присоединении комбинированных фитингов к запорной арматуре (латунные шаровые краны, фильтры и т. п.) первоначально необходимо прикрутить фитинг к запорной арматуре, а затем приварить его к трубе таким образом, чтобы запорную арматуру было удобно обслуживать (чтобы ручка находилась в нужной плоскости).
Если ответные изделия (стальные трубы, краны, вентили) имеют отклонения в геометрии резьбы от стандартных значений, то для обеспечения герметичности соединения может потребоваться приложение дополнительных усилий для закручивания соединения. В этом случае в качестве вспомогательного инструмента для затяжки рекомендуется применять ременные ключи с длиной ручкой не более 30 см (прилагаемое усилие с применением этого инструмента не может превысить допустимого значения в 15 Н·м).
Применение газового ключа в качестве вспомогательного инструмента для затяжки комбинированных полипропиленовых фитингов рассматриваемых типоразмеров не допускается, так как при его использовании возможно приложение усилия более 40 Н·м. (При превышении усилия затяжки более 45 Н·м возможно проворачивание закладной в корпусе фитинга, а при усилии более 70 Н·м возможно разрушение латунной закладной.)
Запрещается!
Применять газовый ключ в качестве вспомогательного инструмента для затяжки комбинированных полипропиленовых фитингов.
Доворачивать латунный кран или иные фитинги при полностью затянутом резьбовом соединении до необходимого уровня для выведения ручки в удобную плоскость обслуживания.
Производить монтаж резьбовых соединений несоосно расположенных изделий.
Использовать льняную нить в качестве уплотнительного материала.
Уплотнение резьбы производится с использованием фторопластовой ленты (ФУМ) и другими полимерными уплотнителями или специальными анаэробными клеями, герметиками для резьбовых соединений.
Лента ФУМ должна накручиваться по всей площади резьбы и по направлению скручивания фитингов. Резьбовую часть фитинга допускается скручивать с ответной частью на высоту 3–5 витков, но не более.
При соблюдении данных требований полученное соединение будет герметичным во всем диапазоне рабочих давлений.
 |
Сегодня на российском рынке представлено большое количество систем полипропиленовых трубопроводов, различающихся техническими параметрами сырья и конструкцией фитингов, что может влиять на качество соединения.
Монтаж полипропиленовых труб привлекает своей кажущейся простотой и легкостью освоения, однако как профессионалу, так и любителю необходимо знать основные особенности данной технологии, четко соблюдать требования строительных норм и правил, а также рекомендации производителей при выполнении соединений.
ПК «Контур» рекомендует при выборе полипропиленовых труб ориентироваться на надежных производителей, выпускающих трубы и фитинги для инженерных систем, осуществляющих контроль сырья и соответствия продукции нормативным документам.
Please wait.
Поделиться статьей в социальных сетях:
Все иллюстрации приобретены на фотобанке Depositphotos или предоставлены авторами публикаций.

Подпишитесь на наши статьи и вы будете узнавать свежие новости и получать новые статьи одним из первых!
Статья опубликована в журнале “Сантехника” за №2’2019
 распечатать статью —>
распечатать статью —>  pdf версия
pdf версия

Обсудить на форуме

Предыдущая статья

Следующая статья
Статьи по теме
- Технология производства и испытания труб из полипропилена
Сантехника №2’2018 - Гофрированные двухслойные трубы PRO AQUA PROKAN: качественная и надежная продукция для решения любой задачи
Сантехника №1’2024 - Текстильные воздуховоды. Основные особенности и области применения
АВОК №4’2011 - Стандартизация инженерных систем зданий и сооружений
АВОК №5’2011 - Особенности строительно-монтажных работ по устройству инженерных систем
АВОК №4’2016 - История развития пресс-инструмента
Сантехника №4’2016 - Основы монтажа сплит-систем и здравый смысл
АВОК №3’2018 - Промышленная вентиляция
АВОК №3’2019 - Вентиляция и кондиционирование воздуха: проблемы отрасли
АВОК №3’2019 - Конференция АВОК в Узбекистане
АВОК №3’2019
- Библиотека статей
- Комитет АВОК по техническому нормированию
- Каталог компаний
- Экскурсия на производство
- Произведено за рубежом — доступно в России
- Полезные сервисы инженерам
- Технический комитет 474
- Нормативные документы
- Рынок инженерного оборудования
- Каталог примеров расчетов
- Календарь выставок
Способы и технология соединения полипропиленовых труб

Очень часто вопрос о замене старых проржавевших труб владельцы квартир и домов решают самостоятельно. Использование труб из полипропилена позволяет монтировать водопровод даже тем, кто не имеет особых навыков такой работы. В случае неправильного выполнения соединения его несложно исправить с помощью соединительной муфты.
Стыковка труб из полипропилена
Если для устройства инженерных сетей вы применяете трубы полипропиленовые — как соединить трубопровод зависит от его диаметра. Полипропиленовые трубы PN20 и армированные алюминиевой фольгой PN25 диаметром до 63 мм соединяют раструбной или муфтовой сваркой. Для соединения прямых участков используют муфты соединительные для полипропиленовых труб, а для создания резьбовых и других стыковочных узлов – соответствующие фитинги, имеющие раструб.
Разборное резьбовое соединение может применяться для тонкостенных труб PN10 и PN16, предназначенных:
- для передачи холодной воды в системах с высоким давлением,
- в системах отопления с низким давлением,
- в «тёплых» полах.
Для сварки полипропиленовых труб, диаметр которых более 63 мм, в основном, применяют стыковую сварку, которая не требует использования дополнительных деталей. Но если имеются фитинги нужного диаметра, можно применять муфтовую сварку. Технология соединения полипропиленовых труб большого диаметра в качестве разборного соединения рекомендует фланцевый стык.
Как соединить полипропиленые изделия раструбной сваркой

В качестве инструмента для создания неразъёмного соединения ПП труб применяют сварочные аппараты, оснащённые специальными насадками, покрытыми тефлоном – антипригарным материалом. Стандартные насадки имеют диаметр от 16 до 40 мм. В процессе сварочных работ необходимо очищать насадки брезентовой ветошью или деревянным скребком после каждой выполненной операции.
Чистить насадки в холодном состоянии не допускается.
Аппарат для сварки необходимо установить на ровной поверхности и закрепить на нём насадки требуемого диаметра. Для соединения полипропиленовых труб температура процесса составляет примерно 260 С.
Читайте также:
Резка труб большого диаметра: технологии, преимущества
Время нагрева, позволяющее решить проблему, как соединить полипропиленовые трубы герметично, зависит от температуры окружающего воздуха и составляет 10-15 минут. При температуре ниже нуля на месте производства работ сварку полипропиленовых труб проводить запрещено. Общее правило, касающееся вопроса, как соединяются полипропиленовые трубы, – не разогретый фитинг должен иметь несколько меньший внутренний диаметр, чем наружный диаметр трубы.
Первая сварка проводится примерно через пять минут после нагрева паяльника. Полипропиленовые трубы — как соединять их с помощью раструбной сварки давайте разбираться вместе.

Специальными ножницами или труборезом отрезают изделие под прямым углом. Раструб фитинга и конец трубы очищают от грязи, обезжиривают спиртом или мыльной водой, просушивают. Сварочный аппарат должен находиться во включенном состоянии на протяжении всего сварочного процесса. Нагрев проводится одновременно для трубы и фитинга.
Недогрев может стать причиной того, что соединяемые элементы не достигнут требуемой температуры вязкой пластичности. Это приведёт к образованию ненадёжного соединения. Если детали будут перегреты, то возникнет возможность утраты их формы. При появлении чрезмерной липкости материала трубу будет затруднительно соединить с фитингом. При приложении усилия образуется соединение с зауженным внутренним диаметром.
Время нагрева определяется специальными таблицами, по его окончании детали соосно соединяют друг с другом быстрым движением. После сварки нужно выдержать время охлаждения соединённых элементов, особенно тонкостенных. Любые деформации в этот период недопустимы. Неудачное соединение можно исправить, только вырезав фитинг.
Для коммуникаций, диаметр которых не превышает 40 мм, используют обычный ручной аппарат, а для изделий большего диаметра целесообразно применять сварочное устройство с центрирующим приспособлением.
Соединение полипропиленовых труб, армированных алюминиевой фольгой
Соединение полипропилена с алюминиевой прослойкой имеет некоторые особенности. Для работы с ним потребуется специальный инструмент – шейвер, которым с трубы снимают верхние слои из полипропилена и алюминия. Величина раструба фитинга рассчитана так, что в него может войти труба, у которой удалены верхние слои.