Какой кабель должен применяться для питания однофазного сварочного трансформатора
638-50-01
638-50-02
Вопрос 31. Требования к электросварочному оборудованию.
Подключение сварочных установок к электрической сети должно производиться только через коммутационные аппараты.
Напряжение холостого хода источника ходя для туговой сварки при нормальном напряжении не должен привышать:
80 В эффективного значения- для источника переменного тока ручной дуговой сварки;
100 В среднего значения- для источников постоянного тока.
Сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети. Установки для ручной сварки должны быть оборудованы указателями напряжения сварочного тока.
Электросварочная установка на все время работы должны быть заземлена медным проводом сечением не менее 6 мм² или стальным прудом (полосой) сечением не менее
12 мм². Заземление осуществляется через специальный болт, который должен быть на корпусе установки. Заземление переносных электросварочных установок должно выполняться до их подключения к сети и сохраняться до отключения от сети. Для питания однофазного сварочного трансформатора должен применяться 3-х жильный гибкий шланговый кабель, 3-я жила которого должна быть присоединена к заземляющему болту корпуса сварочного трансформатора и до заземляющей шины пункта питания.
Для питания 3-х фазного трансформатора должен применяться 4-х жильный кабель, 4-я жила которого используется для заземления.
Сварочные кабели следует соединять путем опрессования, подключение кабеля к сварочному оборудованию должно осуществляться опрессоваными или припаянными кабельными наконечниками.
Осмотр и чистка сварочной установки и ее пусковой аппаратуры должна производится не реже 1-го раза в месяц.
Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должно быть не менее 0,5 МОм. Сопротивление обмоток сварочных трансформаторов и преобразователей тока должно измеряться после всех видов ремонта, ну не реже одного раза в год.
На корпусе сварочного трансформатора или преобразователя должны быть указаны инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность цеху (участку).
| © 2006-2024 Joint Stock Company Energetik-LTD E-mail: |
Выбор сварочного кабеля
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм², которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм².
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм² встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
Как выбрать кабель для сварочного аппарата?
К выбору провода следует подходить с повышенным вниманием. В данной статье рассмотрим выбор проводника для сварочного аппарата. Дуговая сварка является высокоинтенсивным процессом. Когда посредством протекания тока короткого замыкания возникает дуга в месте соприкосновения электрода и металла, происходит процесс оплавления и материал электрода переносится в место сварки. Правильный выбор провода необходим для обеспечения оборудования питанием и для организации непрерывного процесса сварки.
Интернет-магазин «Икс Кабель» – надежный поставщик кабельно-проводниковой продукции высокого качества. У нас вы сможете выбрать товар согласно требуемому назначению и купить его по выгодным ценам. Менеджеры всегда придут на помощь и окажут квалифицированную консультацию, предоставят необходимую техническую информацию. Доставка в Москву и все регионы страны осуществляется в минимальные сроки.
Требования к кабелю для сварочника
Выбирая провод для подключения как зажима массы, так и держателя электродов стоит обратить внимание на следующее:
— выдаваемый ток. Аппараты подобного рода бывают бытового значения на токи до 200 А и промышленного, которые могут выдавать ток до 400 А;
— разнообразие задач по сварке. Может быть как относительно не трудный процесс – легкая доступность к местам сварки, так и процесс в котором сварка может быть затруднена положением необходимого участка;
— температура окружающей среды. Наличие как жаркой, так и чрезмерно холодной окружающей среды вокруг места работ оказывает негативное влияние на провод;
— гибкость провода. Перемещают кабель в свернутом состоянии, а значит он должен обладать достаточной гибкостью.

Из вышеперечисленного можно говорить о необходимых свойствах провода. Выбираемый проводник должен:
— обладать достаточной устойчивостью к воздействию агрессивных сред, более того должен быть также устойчив к ударам и другим механическим повреждениям;
— обладать достаточной гибкостью, для обеспечения удобства в применении электрода;
— обладать повышенной устойчивостью к перепадам температур;
— обладать достаточным сечением, поскольку при нормальной работе необходимо выдерживать высокие токи при низком напряжении;
— обладать достаточным запасом прочности для компенсации многократных сворачиваний провода в положение для транспортировки.
Подходящие марки и виды кабеля
Самыми распространенными марками для наших целей является кабель типа КГ. Кабель этой марки довольно гибок. Это многопроволочная жила в специальной резиновой оболочке. Кроме него есть марка КОГ, основное отличие – класс гибкости выше чем у КГ. Есть более специализированный кабель марки КС.
Дополнительно в обозначении могут присутствовать буквы, указывающие на исполнение кабеля, например, Т – для тропического климата, КХ и ХЛ – кабель с морозоустойчивой изоляцией. Наличие буквы П обозначает присутствие оболочки из полимерного материала. Цифры в наименовании указывают на количество и сечение жил.

Выбор сечения и длины
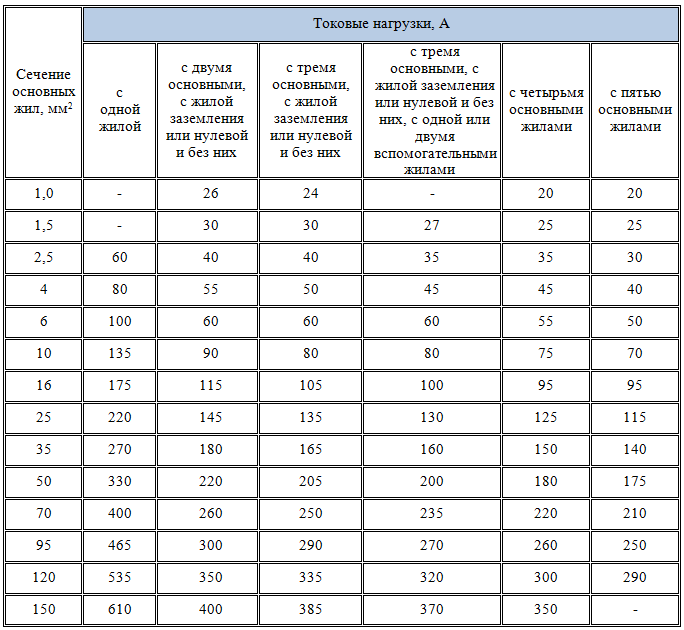
Необходимое сечение кабеля для сварочного аппарата подбирается в зависимости от величины тока.
Очень интересен показатель допустимой длины кабельной линии. С увеличением длины происходит увеличение сопротивления, при неизменном сечении провода. При этом наличие большей длины обеспечит лучшую мобильность сварочного аппарата. С применением короткого кабеля придётся часто перемещать сварочный аппарат.
Оптимальная длина кабельной линии для сварочного аппарата будет в пределах 5-10 метров. Правда это распространено для бытовых аппаратов, которые достаточно легки для обеспечения большей мобильности.
Кабель для подключения сварочника к сети
Также необходим кабель для подключения сварочного аппарата к сети. При этом питающие токи намного меньше сварочных. В зависимости от мощности оборудования они могут быть в пределах 30-50 Ампер. Поэтому для питания необязательно подбирать провод большого сечения, такого как для электродержателя. Этот кабель рассчитывается исходя из типа сети и предполагаемого места проведения работ. Для бытовых сварочных аппаратов питающий кабель может быть до 4 мм 2 . Кабель содержит две основные жилы, что применимо для систем без возможности заземления, но может быть и трехжильным.
Общая длина кабельной линии обычно составляет от 3-х до 5-ти метров. Если необходимо увеличить длину, используют удлинители, которые могут увеличить рабочую зону еще на 10-20 м. Если необходимая рабочая зона находится дальше 20 метров, используют удлинители с более крупным сечением до 4 мм 2 . Применяемый на большие расстояния удлинитель обычно поставляется в катушках, удобных для быстрого сворачивания и разворачивания. В свернутом виде кабель при работе устройства быстро нагревается, что способствует его большей деформации и ухудшению свойств.

Правила эксплуатации
Основные правила эксплуатации сварочного кабеля:
— подключение осуществлять только через кабельные наконечники, которые подлежат опрессовке;
— для исправления или наращивания кабеля стоит использовать гильзы. Соединение посредством скручивания проводов недопустимо;
— не стоит приобретать слишком длинный провод. Он будет греться и терять в мощности, а также увеличится масса кабеля;
— не стоит превышать длительно допустимые нагрузки кабеля, что приведет к повреждению и дальнейшей замене провода;
— стоит приобрести удлинитель для увеличения зоны монтажных работ.
Страница 22: НПАОП 0.00-1.30-01. Правила безпечної роботи з інструментом та пристроями (1273)
8.1.31. Для обеспечения оптимальных условий зрительной работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется кроме светофильтров, имеющих характеристики, приведенные в таблицах 8.2 и 8.3 настоящих Правил, использовать светофильтр на один номер больше или меньше. Если в этом случае оптимальные условия зрительной работы сварщика не будут достигнуты, необходимо проверить уровень освещенности и зрение сварщика.
8.1.32. После окончания огневых работ исполнитель обязан тщательно осмотреть место проведения этих работ, при наличии сгораемых конструкций полить их водой, устранить возможные причины возникновения пожара.
Должностное лицо, ответственное за пожарную безопасность помещения (участка, установки, территории и т. п.), где выполнялись огневые работы, должно в соответствии с НАПБ А.01.001-95 «Правила пожарной безопасности в Украине» в течение 2 ч обеспечить проверку места проведения этих работ после окончания их. О приведении места огневых работ в пожаробезопасное состояние производитель работ и должностное лицо, отвечающее за пожарную безопасность, должны сделать соответствующие записи в наряде-допуске на выполнение огневых работ, форма которого приведена в приложении 8 к настоящим Правилам.
8.1.33. При подготовке к проведению сварочных и других огневых работ и при выполнении их не разрешается:
– начинать работу в случае неисправности аппаратуры;
– размещать постоянные места для проведения огневых работ в пожароопасных и взрывоопасных помещениях;
– допускать к сварочным и другим огневым работам работников, не имеющих удостоверений и не прошедших в установленном порядке обучение по программе пожарно-технического минимума и ежегодную проверку знаний с получением специального удостоверения;
– выполнять огневые работы на свежеокрашенных конструкциях и изделиях – до полного высыхания краски;
– использовать оголенные или с повреждённой изоляцией электрические провода, а также применять нестандартные предохранители;
– выполнять огневые работы на аппаратах и коммуникациях, заполненных горючими и токсичными материалами, а также на находящихся под давлением негорючих жидкостей, газов, пара и воздуха или под электрическим напряжением;
– выполнять огневые работы на легких металлических конструкциях зданий, имеющих сгораемые или тяжелосгораемые утепления.
8.2. Требования к выполнению электросварочных работ и к оборудованию
8.2.1. Электросварочные работы должны выполняться в соответствии с требованиями подраздела 8.1 настоящих Правил.
Электротехнические установки, входящие в состав электросварочного оборудования, должны соответствовать требованиям ГОСТ 12.2.007.8 и «Правилам устройства электроустановок».
8.2.2. Для электросварочных установок и сварочных постов, предназначенных для выполнения постоянных электросварочных работ в зданиях, расположенных вне сборочно-сварочных цехов и участков, должны предусматриваться специальные, оборудованные вытяжной вентиляцией, помещения со стенами из несгораемых материалов.
В помещении для электросварочных установок должны быть предусмотрены достаточные по ширине проходы шириной не менее 0,8 м, обеспечивающие удобство и безопасность выполнения сварочных работ, а также доставку изделий к месту сварки и обратно.
Общая площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, а площадь, свободная от оборудования и материалов, для каждого сварочного поста – не менее 3 м2. Отдельные кабины должны иметь стенки высотой не менее 2 м с зазором между стенками и полом не менее 50 мм, ограждённым сеткой из несгораемого материала с размером ячейки не более 1,0×1,0 мм, – при электродуговой сварке и с зазором не менее 300 мм – при сварке в среде защитных газов.
8.2.3. Проходы между однопостовыми источниками сварочного тока – преобразовательными установками сварки (резки, наплавки) плавлением – должны быть шириной не менее 0,8 м, между многопостовыми – шириной не менее 1,5 м; расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м, а расстояние должно быть таким: между сварочными трансформаторами, стоящими в одной группе, – не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором – не менее 3 м.
Допускается размещение регулятора сварочного тока возле сварочного трансформатора или над ним.
Запрещается устанавливать сварочный трансформатор над регулятором тока.
8.2.4. Сварочные установки должны присоединяться к электрической сети только через коммутационные аппараты.
8.2.5. Не допускается непосредственное питание сварочной дуги от силовой, осветительной и контактной сети.
8.2.6. При питании одной сварочной дуги от нескольких источников сварочного тока должна применяться схема присоединения, исключающая возможность возникновения между изделиями и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
8.2.7. Напряжение холостого хода источников тока для дуговой сварки при номинальном напряжении электрической сети не должно превышать:
– 80 В эффективного значения – для источников переменного тока ручной дуговой и полуавтоматической сварки;
– 140 В эффективного значения – для источников переменного тока автоматической дуговой сварки;
– 100 В среднего значения – для источников постоянного тока.
8.2.8. Одно- и многопостовые сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети, а установки для ручной сварки должны быть оборудованы указателем значения сварочного тока (амперметром или шкалой на регуляторе тока).
Многопостовые сварочные агрегаты (кроме защиты со стороны питающей сети) должны иметь в общем проводе сварочной цепи автоматический выключатель или контактор – для подсоединения источника тока к распределительной цеховой электрической сети, а также предохранители на каждом проводе к сварочному посту.
8.2.9. Для предотвращения загорания проводов электрической сети и сварочного оборудования должны правильно выбираться: сечение кабелей – по значению тока; изоляция кабелей – по рабочему напряжению; плавкие вставки предохранителей – по значениям предельно допустимого номинального тока.
8.2.10. Присоединение сварочных установок к электрической сети и отсоединение их от неё должны выполнять электротехнические работники предприятия, эксплуатирующие эту сеть.
8.2.11. При перемещении передвижных источников сварочного тока их необходимо отсоединить от электрической сети.
8.2.12. Электросварочные установки на весь период их работы должны быть заземлены медным проводом сечением не менее 6 мм2 или стальным прутком (полосой) сечением не менее 12 мм2.
Заземление электросварочной установки должно осуществляться через специальный болт, имеющийся на корпусе этой установки.
В сварочных установках кроме заземления основного электросварочного оборудования необходимо непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Не допускается для заземления сварочного трансформатора использовать нулевой рабочий или фазный провод двужильного кабеля питания.
Заземлять электросварочные установки необходимо перед подсоединением их к электрической сети и сохранять заземление до отсоединения их от сети.
8.2.13. Для питания однофазного сварочного трансформатора необходимо применять трёхжильный гибкий шланговый кабель, третья жила которого должна присоединяться к заземляющему болту корпуса сварочного трансформатора и к заземляющей шине пункта питания, минуя коммутационный аппарат.
Для питания трехфазного трансформатора необходимо применять четырёхжильный кабель, четвертая жила которого используется для заземления.
Заземляющая шина пункта питания должна быть соединена: или с нулевым защитным проводом питающей линии – в установках с глухозаземлённой нейтралью, или с заземлителем – в установках с изолированной нейтралью.
8.2.14. Зажим (полюс) сварочного трансформатора, который присоединяется к свариваемой детали, необходимо соединить с помощью заземляющего проводника с заземляющим болтом на корпусе сварочного трансформатора в соответствии с рисунком 7.

1 – пункт питания; 2 – сварочный трансформатор; 3 – регулятор; 4 – электрододержатель; 5 – шланговый одножильный провод; 6 – заземляющий болт; 7 – питающий шланговый трехжильный кабель с заземляющей жилой; 8 – нулевой провод сети.
Рисунок 7. Схема подключения сварочного трансформатора
8.2.15. Соединение сварочных кабелей должно осуществляться опрессовыванием, сваркой или пайкой, а подсоединение кабеля к сварочному оборудованию – опрессованными или припаянными кабельными наконечниками.
8.2.16. Длина первичной цепи, соединяющей пункт питания с передвижной сварочной установкой, не должна превышать 10 м.
8.2.17. В качестве обратного провода, соединяющего сварочные изделия с источником сварочного тока, можно использовать стальные, алюминиевые или медные шины любого профиля, а также сварочные плиты, стеллажи и саму сварочную конструкцию (металлоконструкции и обеспаренные и обезвоженные трубопроводы в пределах котлов и турбин, на которых проводятся сварочные работы) – при условии, что сечение вышеуказанных элементов достаточно для того, чтобы обеспечить безопасное по условиям нагрева протекание сварочного тока.
Соединять отдельные элементы, применяемые в качестве обратного провода, необходимо с помощью болтов, струбцин или зажимов.
Запрещается использовать как обратный провод внутренние железнодорожные пути, сети заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникаций и технологическое оборудование.
Сварка должна осуществляться с применением двух проводов.
Выбирать обратный провод необходимо с учетом того, что использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлические оболочки близлежащих контрольных кабелей, повреждению их и к ошибочной работе релейной защиты. Ошибочная работа релейной защиты может быть обусловлена также появлением разности потенциалов между заземленными точками цепей релейной защиты при работе сварочных установок.
8.2.18. При применении передвижных источников сварочного тока и при выполнении работ в пожароопасных помещениях обратный провод необходимо изолировать так же, как и прямой.
8.2.19. Запрещается подавать напряжение к свариваемому изделию через систему последовательно соединенных металлических стержней, рельсов или любых других предметов.
Если свариваемое изделие не имеет электрического контакта с заземленным столом, заземлению подлежит само изделие.
8.2.20. Перед тем как начать выполнение электросварочных работ, необходимо осмотром проверить исправность изоляции сварочных проводов и электрододержателей, а также плотность соединения всех контактов.
8.2.21. Провода, подсоединённые к сварочным аппаратам, распределительным щитам и другому оборудованию, а также провода возле мест выполнения сварочных работ должны быть надежно изолированы и в необходимых местах защищены от влияния высокой температуры, механических повреждений и химического воздействия.
При повреждении изоляции проводов их необходимо заменить или поместить в резиновый шланг. В этом случае допускается изолировать поврежденные участки проводов способом вулканизации с использованием сырой резины.
8.2.22. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами – не менее 1,0 м.
8.2.23. Электрододержатели, применяемые при выполнении сварочных работ, должны соответствовать требованиям ГОСТ 14651; не разрешается применять самодельные электрододержатели и электрододержатели с нарушенной изоляцией рукоятки.
8.2.24. Рукоятки электрододержателей должны изготовляться из негорючего диэлектрического и теплоизоляционного материала.
Токопроводящие части электрододержателя должны быть изолированы и защищены от случайного прикосновения к ним руки сварщика или свариваемого изделия.
Разность температур между наружной поверхностью рукоятки на участке, охватываемом рукой сварщика, и окружающей средой при номинальном режиме работы электрододержателя не должна превышать 40 °С.
8.2.25. Для сварки постоянным током допускается применять электрододержатели с электрической изоляцией только рукоятки. Конструкция рукоятки таких электрододержателей должна исключать возможность создания токопроводящих мостиков между наружной поверхностью рукоятки и деталями электрододержателя, находящимися под напряжением, а также непосредственного контакта с токоведущими деталями – при обхвате рукоятки рукой.
На таких электрододержателях должна быть предупреждающая надпись «Застосовувати лише для постійного струму» («Применять только для постоянного тока»).
8.2.26. Ремонтировать сварочные установки разрешается только после снятия напряжения.
8.2.27. Осматривать и чистить сварочную установку и ее пусковую аппаратуру необходимо не реже 1 раза в месяц.
Техническое обслуживание и планово-предупредительный ремонт сварочного оборудования должны проводиться в соответствии с графиком. Ежедневно после окончания работы необходимо проводить чистку агрегатов и пусковой аппаратуры.
8.2.28. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться после окончания всех видов ремонтов, но не реже 1 раза в 12 мес.
Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должно быть не менее 0,5 МОм.