Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
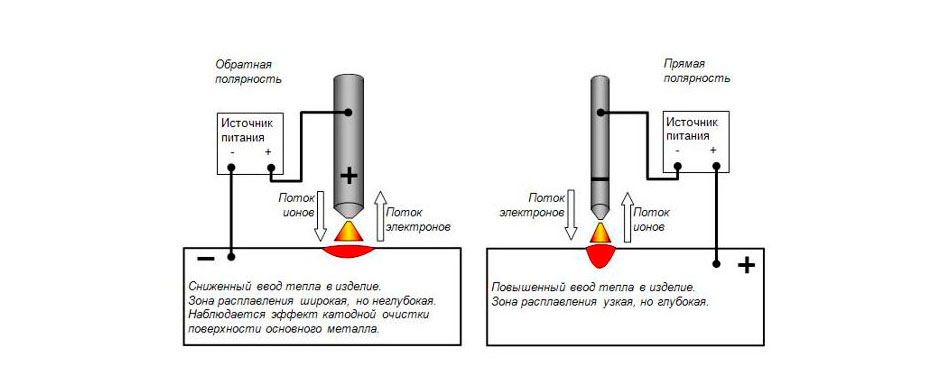
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с «минусом» на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности «классическим» способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
Скрыть Подробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
Скрыть Подробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
Скрыть Подробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
Скрыть Подробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
Скрыть Подробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Полярность при сварке инвертором: прямая или обратная
По сути, полярность при сварке – это один из способов подключения инвертора. Есть два варианта:
- Прямая полярность – электрод подсоединен к минусу, а металл к плюсу. При такой сварке металл нагревается сильнее, а электрод остается сравнительно холодным. Глубина проплавления заметно больше. Сварочная дуга при этом будет ровнее и стабильнее, что упрощает получение хорошего шва. Однако у такого метода сварки есть и свои недостатки. В первую очередь это высокий риск прожога тонких деталей. Также увеличивается разбрызгивание металла.
- Обратная полярность – металл подключается к минусу, а электрод к плюсу. Благодаря такому подключению металл нагревается заметно меньше, зато электрод плавится намного быстрее. Шов при таком типе сварки получается более широким, но не таким глубоким. Дуга менее стабильна, поэтому ее тяжелее удержать. Дело упрощает варка прерывистым швом.
Теперь рассмотрим сферу применения разных способов сварки. Это поможет лучше понять особенности использования прямой и обратной полярности.
Прямая полярность обычно применяется для сварки металлов толщиной от 5 мм. Лучшего всего подходит для работы с чугуном и практически любой сталью. За счет большой глубины проплавления с помощью прямого подключения удобно не только сваривать, но резать различные изделия.
Цветные металлы практически всегда сваривают в режиме прямого подключения инвертора. Это не случайно. Например, при сварке алюминия очень важно быстро преодолеть оксидную пленку. Благодаря этому во время работы на металле образуется меньше окислов.
Обратная полярность применяется в первую очередь для работы с тонким листовым металлом. Хорошо подходит для сварки различных стальных и чугунных сплавов. Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Очень важно правильно подобрать электроды или проволоку под используемый способ сварки. К счастью, практически всегда на упаковке указывается, для какого способа подключения они используются.
Однако есть несколько общих рекомендаций, которые помогут с выбором:
- При обратном подключении всегда используйте электроды устойчивые к перегреву.
- Для цветных металлов обычно используют вольфрамовые неплавящиеся электроды.
- Угольные электроды используют только при прямом подключении.
- Флюсовая проволока лучше всего подходит для варки стали при прямом подключении.
- Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность.
- Для работы с тонкими листами металла или со сплавами применяется обратная полярность.
Какой полярностью варить тонкий металл


Чтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл .
Какой полярностью варить тонкий металл
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы. Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.

Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.

В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.

Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки . Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Прямая и обратная полярность при сварке

Качество соединения и скорость работы зависят от режимов сварки. Больше всего на глубину проплавления и производительность влияет сварочный ток: его величина и полярность. Для настройки инверторов для ММА, MIG/MAG сварки и смены полярности используют переключатель или меняют кабельные разъемы.
Неправильный выбор полярности приводит к плохому проплавлению, большому количеству брызг, перегревание и ускоренное сгорание электрода. Объясняем, в чем разница при сварке на прямой и обратной полярности, как её выбирать и менять.
Чем различаются прямая и обратная полярности
Электрическая дуга — устойчивый длительный разряд между электродом и заготовкой. Она состоит из трех частей:
- Столб. Центральная зона, где находятся отрицательно заряженные электроны и положительно заряженные аноды.
- Анодная зона — «плюс». К ней перемещаются электроны, образуя объемный отрицательный заряд.
- Катодная зона — «минус». К ней двигаются аноды, формируя концентрированный положительный заряд.
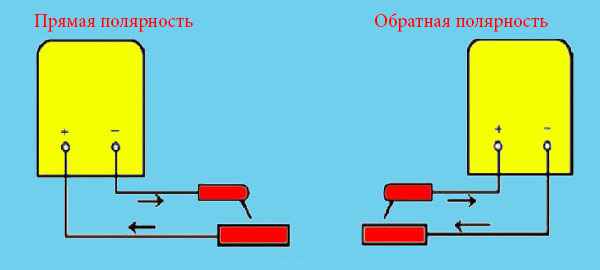
При прямой полярности электрод подключают к «минусу», а массу к «плюсу». Анодная зона образуется на стороне свариваемой детали.
При обратной полярности массу подсоединяют «минусу», а электрод к «плюсу». Анодная зона формируется на стороне электрода.
Сменить полярность можно только на постоянном токе. Здесь действуют базовые правила физики.
Постоянный ток стабилен — заряженные частицы двигаются в одном направлении: поток электронов перемещается от «минуса» к «плюсу». Это позволяет менять полярность.
Переменный ток меняет направление через равные промежутки времени: поток электронов постоянно колеблется и образует синусоиду. Соблюдать полярность не получается.
В чем отличия сварки на прямой и обратной полярности
Главное отличие при сварке на прямой и обратной полярности — зона концентрации тепла. Объясняется это температурными особенностями электрической дуги.
Температура в анодной зоне выше, чем в катодной. Разница может достигать 10000. В зависимости от режима сварки больше тепла выделяется на заготовке — при прямой полярности или электроде — при обратной полярности.
Как выбирать полярность
Чтобы верно выбрать полярность, надо учитывать несколько факторов.
Толщина заготовки
Толстая заготовка требует более сильного нагрева для глубокого проплавления. Для сварки таких деталей используют прямую полярность, при которой тепло концентрируется на металле. Это обеспечивает активное плавление и качественный шов.
Тонкие заготовки чувствительны в перегреву. Их сваривают на обратной полярности, при которой тепло сконцентрировано на электроде. Глубина проплавления уменьшается, как и риск прожечь деталь, а шов формируется равномерно.
Металл
Чугуны и стали, которые не любят перегрева: высоколегированные, нержавеющие, сваривают электродами на обратной полярности. Это помогает избежать таких дефектов, как изменение структуры металла, появление трещин и ухудшение эксплуатационных свойств соединения. Для углеродистых и низколегированных сталей можно выбирать прямую полярность, они не чувствительны к перегревам.
Электроды и проволока
Электроды и их обмазка разных типов отличаются друг от друга. Состав определяет характер расплавления. Это учитывают нужно учитывать при выборе полярности. Рекомендации к использованию всегда указаны на упаковке.
Полярность для часто используемых электродов можно посмотреть в таблице