Дюймовая и трубная резьба: перевод в мм

Трубная цилиндрическая резьба (BSPP — British Standard Pipe Parallel) используется в области сантехники. Отопительные батареи, радиаторы, подвод воды, фитинги — это все про нее.
Профиль зуба — 55°, ГОСТ 6357-81. Имеет только основной шаг.
Что обозначает диаметр трубной резьбы?
Номинальный размер в дюймах обозначает внутренний диаметр трубы (условный проход), что вполне логично для расчета расхода воды, но сбивает с толку при подборе инструмента.
Именно поэтому метчик с обозначением G 1 нарежет резьбу в трубе с наружным диаметром 32 мм, ведь внутренний у нее как раз 1 дюйм (25.4 мм).

Дюймовая «американская» резьба UNC, UNF, UNEF
| Диаметр, дюйм | Диаметр внешний, мм | Ниток/дюйм | Шаг, мм |
| #1 | 1.854 | 80 | 0.317 |
| #2 | 2.184 | 72 | 0.353 |
| #3 | 2.515 | 64 | 0.397 |
| #4 | 2.845 | 56 | 0.454 |
| #5 | 3.175 | 48 | 0.529 |
| #6 | 3.505 | 44 | 0.577 |
| #8 | 4.166 | 40 | 0.635 |
| 3/16 | 4.762 | 36 | 0.706 |
| #10 | 4.826 | 32 | 0.794 |
| #12 | 5.486 | 28 | 0.907 |
| 1/4 | 6.350 | 24 | 1.058 |
| 5/16 | 7.938 | 22 | 1.155 |
| 3/8 | 9.525 | 20 | 1.270 |
| 7/16 | 11.112 | 18 | 1.411 |
| 1/2 | 12.700 | 16 | 1.588 |
| 9/16 | 14.288 | 14 | 1.814 |
| 5/8 | 15.875 | 13 | 1.954 |
| 11/16 | 17.462 | 12 | 2.117 |
| 3/4 | 19.050 | 11 | 2.309 |
| 13/16 | 20.638 | 10 | 2.540 |
| 7/8 | 22.225 | 9 | 2.822 |
| 15/16 | 23.812 | 8 | 3.175 |
| 1 | 25.400 | 7 | 3.629 |
| 1.1/8 | 28.575 | 6 | 4.233 |
| 1.1/4 | 31.750 | 5 | 5.080 |
| 1.3/8 | 34.925 | 4.5 | 5.644 |
| 1.1/2 | 38.100 | 4 | 6.350 |
| 1.3/4 | 44.450 | 3 | 8.467 |
| 2 | 50.800 | 2 | 12.700 |
Дюймовую резьбу еще называют «американской», так как именно в США она распространена больше всего.
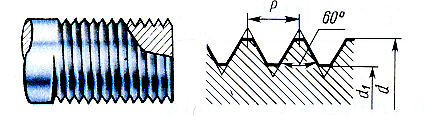
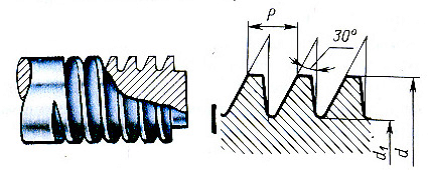
Профиль зуба — 60°, но поскольку все размеры в дюймах, то в метрической системе получаются дробные числа.
Один и тот же диаметр может иметь несколько разных шагов/
Буквенное обозначение сразу показывает к какому шагу принадлежит резьба, например:
- 1/4×20 — UNC (Unified National Coarse thread — Унифицированная Национальная Крупная резьба)
- 1/4×28 — UNF (Unified National Fine thread — Унифицированная Национальная Мелкая резьба)
- 1/4×32 — UNEF (Unified National Extra Fine thread — Унифицированная Национальная Особо Мелкая резьба)
- 1/4×36 — UNS (Unified National Special thread — Унифицированная Национальная Специальная резьба)
Как перевести UNC 1/4×20 ниток в мм?
1/4 = 6.35 мм
20 ниток на дюйм = 1.27 мм
В метрическом формате резьба обозначалась бы так: М6.35х1.27
Другой пример, мелкая резьба UNEF 5/8×24:
5/8 = 15.875 мм
24 нитки на дюйм = 1.058 мм
Итого примерно аналог М16х1.
На практике данные обозначения дюймовой резьбы используют в обратном направлении — сначала замеряют штангециркулем/резьбомером неизвестную резьбу, после чего методом подбора определяют ее параметры, чтобы приобрести необходимый инструмент.
Трубная резьба – виды, размеры, ГОСТы

При монтаже бытовых трубопроводов газо- и водоснабжения обычно применяется метод резьбового соединения отрезков труб, который обеспечивает герметичность и отличается прочностью и долговечностью.
Одним из способов соединения труб является резьба — спираль с постоянным шагом.
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404.
Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
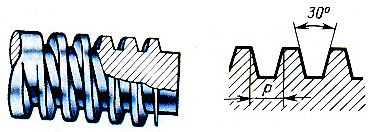
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread).
Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм.
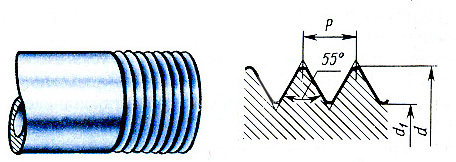
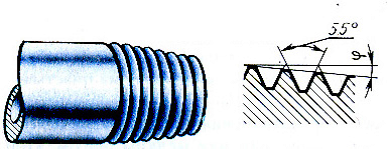
Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены.
Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник.
Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Таблица размеров трубной резьбы
| Обозначение | Диаметр в дюймах | Внешний диаметр в мм | Внутренний диаметр в мм | Диаметр резьбы в мм | Шагов на дюйм |
| G 1/8″ | 1/8 | 9,73 | 8,85 | 8,80 | 28 |
| G 1/4″ | 1/4 | 13,16 | 11,89 | 11,80 | 19 |
| G 3/8″ | 16,66 | 15,39 | 15,25 | 19 | |
| G 1/2″ | 1/2 | 20,95 | 19,17 | 19,00 | 14 |
| G 5/8″ | 5/8 | 22,91 | 21,13 | 21,00 | 14 |
| G 3/4″ | 3/4 | 26,44 | 24,66 | 24,50 | 14 |
| G 7/8″ | 7/8 | 30,20 | 28,42 | 28,25 | 14 |
| G 1″ | 1 | 33,25 | 30,93 | 30,75 | 11 |
| G 1 1/8″ | 1 1/8 | 37,90 | 35,58 | 35,30 | 11 |
| G 1 1/4″ | 1 1/4 | 41,91 | 35,59 | 39,25 | 11 |
| G 1 3/8″ | 1 3/8 | 44,32 | 42,00 | 41,70 | 11 |
| G 1 1/2″ | 1 1/2 | 47,80 | 45,48 | 45,25 | 11 |
| G 2″ | 2 | 59,61 | 57,29 | 57,00 | 11 |
| G 2 1/4″ | 2 1/4 | 65,71 | 63,39 | 63,10 | 11 |
| G 2 1/2″ | 2 1/2 | 75,18 | 72,86 | 72,60 | 11 |
| G 2 3/4″ | 2 3/4 | 81,53 | 79,21 | 78,90 | 11 |
| G 3″ | 3 | 87,88 | 85,56 | 85,30 | 11 |
| G 3 1/4″ | 3 1/4 | 93,98 | 91,66 | 91,50 | 11 |
| G 3 1/2″ | 3 1/2 | 100,33 | 98,01 | 97,70 | 11 |
| G 3 3/4″ | 3 3/4 | 106,68 | 104,3 | 104,00 | 11 |
| G 4″ | 4 | 113,03 | 110,71 | 110,40 | 11 |
Условно-дюймовая резьба
В США и Канаде распространена, так называемая, условно-дюймовая резьба, или UTS (Unified Thread Standard). Для нее характерны угол при вершине в 60° и теоретическая высота профиля H=0,866025P.
В зависимости от шага UTS, в свою очередь, делится на следующие стандарты:
• UNC (Unified Coarse);
• UNF (Unified Fine);
• UNEF (Unified Extra Fine);
• 8UN;
• UNS (Unified Special).
Профиль Эдисона (круглая резьба)
Для соединения труб иногда применяется круглая резьба, или так называемый профиль Эдисона. Профиль этого типа трубной резьбы характеризуется чередованием выпуклых и вогнутых дуг с одинаковым радиусом. Тип круглой резьбы применяется в соединениях, которые подвергаются частому развинчиванию и свинчиванию, так как обеспечивает высокую износоустойчивость.
Цилиндрическая резьба
Трубная цилиндрическая резьба применяется для соединения труб, арматуры трубопроводов и фитингов диаметром от 1/16 до 6 дюймов при числе ниток от 28 до 11 на один дюйм.
Нормативным документом для цилиндрической трубной резьбы является ГОСТ 6367-81, в соответствии с которым в условные обозначения маркировки трубной цилиндрической резьбы должны входить буква G, обозначение размера резьбы и класс точности среднего диаметра. Для левой резьбы принято условное обозначение LH.
Резьбовое соединение обозначается дробью, в числителе которой указывают класс точности внутренней резьбы, а в знаменателе – наружной.
Внутренняя трубная цилиндрическая резьба по ГОСТу 6357-81 совместима с наружной конической резьбой по ГОСТу 6211-81. Соответствует стандарту BSPP.
Коническая резьба (BSPT — трапецевидная)
Коническая трубная резьба используется для обеспечения герметичности и стопорения без применения ключа, поэтому при таком типе соединения деталей необходимый эффект достигается за счет деформации резьбы.
Сегодня наиболее распространенным стандартом зарубежной техники является метрический – с маркировкой ISO. Достаточно широко распространены в мире и другие стандарты, что связано исторически сложившимися различиями в системах мер в разных странах.
Кроме того, использование дюймовой или метрической резьбы зависит от области применения. Так, в жилищном строительстве, как правило, используются трубы, соответствующие международным стандартам цилиндрической дюймовой резьбы в ¼, ½ и 1 дюйм.
Метрическая резьба применяется в промышленности. Конусная трубная резьба отличается исключительной надежностью соединения труб, поэтому используется в трубопроводах, работающих под большим давлением: при газо- и нефтедобыче, на буровых установках.
Американский стандарт условно-дюймовой трубной резьбы UNC 1/4 (1/4″x1.25 mm) принят во всем мире для использования в креплениях фото- и видеотехники.
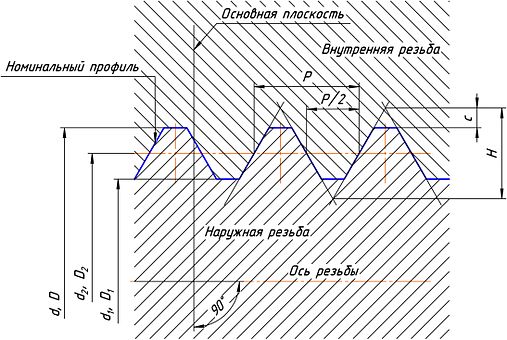
Размеры трубной резьбы
-
Размеры трубной резьбы определяются по специальной таблице после измерения основных параметров:
- шаг (Р) – расстояние между одноименными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм (знаменатель простой дроби, где числитель является дюймом, выраженный натуральным числом)
- наружный диаметр (D, d) – диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D).
- средний диаметр (D2, d2) – диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- внутренний диаметр (D1, d1) – диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1)
- ход (Рh ) – величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Сомневаетесь в выборе подходящего резьбонарезного инструмента? Не знаете, как выбрать подходящее оборудование для нарезки?
Свяжитесь с нашими менеджерами для профессиональной консультации! Позвоните по телефону +7 495 232-90-35, напишите письмо по электронной почте order@itc-russia.ru или оставьте заявку на сайте.
Чем отличается метрическая резьба от трубной, понятия, виды, характеристики

На вопрос, чем отличается метрическая резьба от трубной, можно ответить, что разница заключается в двух определениях. Первое – это отличие в счёте витков (в метрической счёт осуществляется в миллиметрах, у трубной – в дюймах). Второе отличие связано с иным градусом вершины витков: на русской это 55, в европейской — 60°.
С чем связаны такие отличия, почему одна считается советской, вторая – европейской, особенности работ и сертифицирующие их стандарты. Всё это мы рассмотрим и проанализируем чуть ниже.

Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.

Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
- Диаметр резьбы – диаметр металлической поверхности (стержня, трубы, шпильки), на которой нарезаются витки резьбы. Сокращённая аббревиатура – d.
- Шаг резьбы – расстояние между центральной частью наружной стороны двух соседних витков относительно противоположному профилю. Для сокращённого обозначения этого термина в схемах используется английская буква «P».
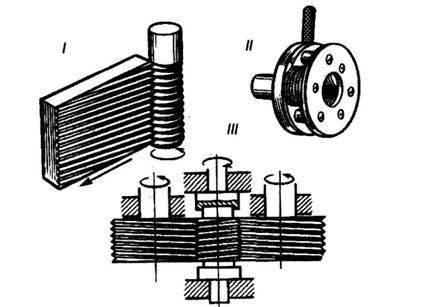
- Ход резьбы (Ph) – значение относительного осевого перемещения заготовки с резьбовым шагом за один виток (360°). Существует 2 разных понятия: однозаходная и многозаходная резьба. Первая получается в результате смещения одного профиля, ход её равен величине заданного шага. Изготовленная движение двух и более нарезающих элементов называется многозаходной. Используется она при сборке высокоточного оборудования (например, электротехнике, радиоэлектронике). Одновременная нарезка нескольких спиралей гарантирует более точное позиционирование присоединяемых элементов относительно друг друга при их смещении относительно друг друга.
Полезно! Визуально отличить многозаходную от однозаходной можно посчитав количество витков на торцевой части элемента.
- Наружный (номинальный) диаметр d (D) – диаметр воображаемых цилиндров, описанных вокруг вершины, применяющейся с ней вместе резьбы. В большинстве случаев именно это значение является определяющим и характеризует условную величину данной резьбы.
- Средний диаметр d2 (D2) – воображаемый диаметр цилиндра, прямая которого пересекает его центр так, что каждый из отрезков, полученных при перекрещивании с ложбинкой, равен половине стандартного шага.
- Внутренний диаметр d1 (D1) – воображаемый диаметр цилиндра, который вписан в центральную часть ложбинки резьбы любого вида (наружной или внутренней).
Подробнее об отличиях
Разберём вопрос, чем отличается метрическая резьба от трубной, на более подробных примерах. Это позволит максимально точно разобраться с нюансами и понять существующие отличительные характеристики.
Угол наклона
Основное отличие между этими видами нарезки заключается в резьбовом гребне и впадинах, точнее, в их форме. Метрическая резьба выполнена в виде равностороннего треугольника. Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Миллиметры и дюймы
Другой особенностью метрической нарезки является размерная привязанность. В ней используется российская мерка – миллиметр. В европейской разновидности исчисление ведётся в британских дюймах.
Элементы, на которые нанесена метрическая форма резьбы обозначаются буквой «М». Располагаются они в диапазонах от 1 до 600 мм. В свою очередь, шаг их варьируется в интервале от 0,25 до 6 мм.
Важно! В трубах с дюймовой резьбой шаг резьбы исчисляется количеством витков на 2 дюйм длины нарезки.

Для трубной резьбы свойствен наружный диаметр, равный одному дюйму – 33,24 мм с делением на десятые доли:
- Одна вторая или полдюйма.
- Две трети дюйма.
- Три четверти дюйма.
- Дюймовка.
Вышеупомянутые наименования представлены в виде популярного разговорного наименования. Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Для полного ознакомления соотношения диаметра и резьбы дюймовых и миллиметровых труб приводим сравнительную таблицу. Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.

Важно! Значения, характеризующие «Длину резьбы» и «Диаметр резьбы в основной плоскости» указаны в миллиметрах.
Толщина стенок
Кроме этого размер трубной нарезки определяется в зависимости с толщиной стенок изделия (за исключением полнотелых болтов и шпилек). Величины могут отличаться исходя из того, для каких целей предназначены те или иные трубы (основным критерием здесь является рабочее давление внутри трубопровода).


Читайте также:
Как выбрать диаметр водопроводной трубы для частного дома
В редких случаях нарезки мелкого шага, полученные изделия используются в тонких работах (например, в сборке измерительного инструмента). Классический средний шаг – для соединения элементов, подвергающихся постоянной вибрации (детали автомобилей). Крупная метрическая резьба применяется в строительных работах, при сопряжении крупногабаритных несущих элементов.
Важно! Из-за того, что каждый вид резьбы имеет собственные величины верхнего угла, совместить их друг с другом напрямую невозможно. Для соединения используют специальные переходные муфты.
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:

- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
- М 20 х Ph3P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:

- Внутреннюю.
- Наружную.
Как уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» — означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).

Читайте также:
Как правильно выбрать крепления для различных труб к стенам
Цилиндрическая
В быту встретить метрическую цилиндрическую резьбу практически невозможно. Используется она там, где необходима максимальная усталостная прочность и жаропрочность.
Полезно! Прочность – свойство материалов оказывать сопротивление разрушительным процессам под продолжительным воздействием напряжения. Жаропрочность – свойство материалов функционировать под воздействием повышенной температуры без каких-либо разрушительных или деформационных процессов.

В связи с такими высокими эксплуатационными показателями изделия с цилиндрической метрической резьбой используются в тяжелой промышленности, аэрокосмической отрасли. Достижение таких результатов осуществляется благодаря тому, что резьбовой впадине на наружной нарезке придаётся увеличенное значение радиуса.
Интересно! Для изделий с внутренней резьбой MJ присуща совместимость с классической нарезкой типа М. возможно это при верном соотношении шага и диаметра заготовок.
Государственные стандарты, сертификация
Описание профиля, основных размеров и допусков конической резьбы и допусков для внутренних трубных цилиндрических соединений с совокупностью наружных конических регламентируются ГОСТ 6211-81. Нормативы, касающиеся взаимозаменяемости описаны в ГОСТ 6357-81.
Нормы взаимозаменяемости для метрической конической резьбы прописаны в ГОСТ 5229-82. В свою очередь основные нормы взаимозаменяемости, касающиеся диаметра и шага резьбовых соединений, регламентируются государственным стандартом 8724-2002.
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.

Существует несколько типов резьбомеров:

- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.
- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.

Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).


Читайте также:
Основные способы, как нарезать резьбу на трубе и чем они отличаются
Заключение
Мы разобрались с основными отличиями трубной резьбы от метрической. Сравнили их технические и эксплуатационные особенности, разобрались с используемыми в технической документации понятиями, сокращёнными аббревиатурами. При поверхностном однообразии, существует несколько разновидностей, каждая из которых имеет индивидуальные особенности и несовместима с другими.
Статья о трубной резьбе
Конусная резьба предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств (ключа). При соединении деталей конической резьбой уплотнение происходит за счет сминания (деформации) самой резьбы.
В настоящее время в зарубежной технике наибольшее распространение получил стандарт резьбы метрический ISO. Однако используются и другие стандарты. Отличие их между собой обуславливается двумя причинами: традиционно разными системами мер и способами задания размеров резьб в разных странах, а также особенные области применения резьб.
Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической техники и других применений, требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличение радиуса от 0,15011 до 0,180424. Внутренняя резьба совместима с внешней при совпадении номинального диаметра и шага.
Обозначение резьбы обычно включает в себя буквенное обозначение типа резьбы и номинальный диаметр. Дополнительно в обозначении могут быть приведены шаг резьбы (или TPI – threads per inch – число витков на дюйм), число заходов для многозаходной резьбы, диаметр отверстия под резьбу, направление (левое, правое). Часто резьбы, выполняемые по стандарту DIN, в обозначении имеют номинальный диаметр, вынесенный вперед.
Основные параметры трубной резьбы:
- шаг (Р) – расстояние между одноименными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм – это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (28, 19, 14, 17)
- наружный диаметр (D, d) , диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D).
- средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1)
- ход (Рh ) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°.
Параметры трубной резьбы
Основные типы резьбы:
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах (М). Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль – равносторонний треугольник (угол при вершине 60°) c теоретической высотой профиля Н-0,866025404. Все параметры профиля измеряются в миллиметрах.
Дюймовая резьба – все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условный просвет в трубе, а наружный диаметр на самом деле существенно больше.
Дюймовая резьба основана на резьбе BSW (British Standart Whitworth) и соответствует резьбе BSP (British standart pipe thread), имеет четыре значения шагов 28, 19, 14, 11 ниток на дюйм. Угол профиля при вершине 55°, теоретически высота профиля Н=0,960491.
UTS (Unified Thread Standard) — условно-дюймовая резьба, широко распространена в США и Канаде. Угол при вершине 60°, теоретическая высота профиля H=0,866025P. В зависимости от шага подразделяется на:
- UNC (Unified Coarse);
- UNF (Unified Fine);
- UNEF (Unified Extra Fine);
- 8UN;
- UNS (Unified Special).
Определение размера трубной резьбы
Как правило, резьба на разных фитингах выглядит похоже, что затрудняет визуальное определение типа резьбы. Резьба на фитингах определяется путем замера основных параметров штангенциркулем, и сравнением полученных результатов с таблицей резьбы.
Обозначение резьбы
Резьба метрическая цилиндрическая
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5 x 0,5; М56 x 2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5 LH; М56 x 2 LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая
Метрическая коническая резьба обозначается буквами МК, например: МК x 30; левая резьба МК30 x 2 LH.
В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30 x 2 ГОСТ 25229-82.
Резьба трубная цилиндрическая
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH .
G 1 ½ — В — резьба трубная цилиндрическая, номинальный диаметр 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, номинальный диаметр 1 ½ дюйма, класс точности В, левая.
Длину свинчивания указывают в миллиметрах после обозначения класса точности: G 1 ½ -В-40.
Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Резьба трапецеидальная
Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Tr 20 x 4 (Р2)- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20 x 4 (Р2)LH- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80 x 4 — 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h.
Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100 x 60 (Р20) – 4H — резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80 x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2″ (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
Чем нарезают резьбу?
Основными методами изготовления резьб являются:
- нарезание их резцами и гребенками на токарных станках;
- нарезание метчиками, плашками, резьбонарезными головками;
- холодное и горячее накатывание при помощи плоских или круглых накатных плашек;
- фрезерование с помощью специальных резьбовых фрез;
- шлифование абразивными кругами.
Выбор метода получения резьбы зависит от типа производства, размеров резьбы, ее точности, материала заготовки и т. д. Например, накатывание резьб широко распространено в крупносерийном и массовом производстве, так как этот способ обеспечивает высокую производительность, низкую себестоимость обработки, высокую прочность и износостойкость резьбовой заготовки. Накатывание можно производить плоскими или круглыми плашками. Резьбо-шлифование широко применяют не только для отделки, но и для первоначального нарезания резьбы.
- Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше). Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы.
- Нарезание резьбы плашками и метчиками. Плашки по своим конструктивным особенностям делятся на круглые и раздвижные. Круглые плашки, применяемые на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами. Раздвижные плашки состоят из двух половин постепенно сближающихся в процессе резания. Метчик представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные. Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
- Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках. Деталь зажимается в тисках. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности). Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками или цилиндрическими роликами, имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.
- Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали.
- Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Суть процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъема резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода.