Почему прилипают электроды и как с этим бороться?
На смену трансформаторным сварочным аппаратам пришли инверторы, не вызывающие сильные просадки электросети. Они компактные, безопасные, имеют небольшую стоимость, поэтому доступны каждому человеку. Инвертор сваривает постоянным током, значительно облегчая процесс соединения двух деталей. Даже человек без опыта сможет научиться варить, поскольку современные устройства имеют в своем активе много полезных функций:
- Быстрый поджиг;
- Антизалипание;
- Горячий старт.
Благодаря вышеперечисленным свойствам процесс сварки превращается в удовольствие. Но не для всех — новички регулярно жалуются, на прилипание электрода. Попробуем разобраться в причинах данного явления и дадим несколько ценных рекомендаций, чтобы избежать подобных ситуаций.
Причины залипания?
Существует множество электродов для разных металлов и условий сварки. Но самые популярные делятся на две категории:
- «Основные» – предназначены для ответственных конструкций, чувствительны к настройкам тока и чистоте свариваемой поверхности. Не рекомендуются для сварки с отрывом.
- «Рутиловые» – служат для соединения металлоконструкций и труб. Не боятся ржавчины, отлично зажигаются, хорошо горят на малых токах.
Начинающему сварщику лучше отдать предпочтение именно рутиловым электродам, поскольку они способны простить множество ошибок. Но даже эти электроды иногда прилипают к металлу. Почему это происходит?
Влажность
Обмазка стального стержня имеет пористую структуру, которая как губка впитывают влагу из воздуха. Если пачку со сварочными электродами оставить открытой, то они быстро отсыреют и утрачивают первоначальные характеристики, что провоцирует залипание.
Низкое качество
Не стоит экономить на расходных материалах. Дешевые электроды по определению не могут быть качественными, и только усложнят жизнь сварщику.
Неправильная настройка инвертора
Некорректный подбор сварочного тока – основная причина прилипания. Новички боятся, совершить прожег, поэтому зачастую занижают амперы, что вызывает нестабильное горение дуги и последующее прилипания стержня. Всегда комфортней варить на максимально возможном токе, а прожженный металл легко заварить.
Неподготовленная поверхность
Свариваемые детали должны быть очищены шлифовальной машинкой или щеткой от грязи и ржавчины. Это улучшит электрический контакт, стабильность дуги и качество шва, особенно, если речь идет об «основных» электродах.
Неправильной поджиг
Часто после розжига электрода неопытный сварщик погружает кончик в сварочную ванну и электрод намертво припаивается. Чтобы этого избежать, необходимо научиться контролировать и управлять сварочной дугой.
Недостаточный ток в сети
Распространенная проблема в отдаленных населенных пунктах. Замерьте напряжение в розетке, если оно составляет менее 180 V, то залипание предотвратить не удастся, поскольку инвертор не способен нормально функционировать от такого электричества. В подобных случаях рекомендуется использовать в качестве источника питания бензогенератор.
Как избежать залипания рекомендации?
- Воспользуйтесь функцией «антизалипание». Она по умолчанию имеется на многих инверторах.
- Включите «горячий старт» – эта опция облегчит розжиг электрода, и мгновенно сформирует сварочную ванну.
- Отдайте предпочтение проверенным электродам:
- Отечественные – «Орловские», «Лосиноостровские», «Спецэлектрод»;
- Украинские – «Монолит»;
- Европейские – «Esab».
При правильной настройке тока перечисленные бренды не залипают и прекрасно держат дугу.
- Если электроды пролежали без упаковки более 10 часов, их стоит просушить в специальной электропечи. Следует помнить – такую сушку нельзя выполнять более трех раз.
- Научитесь подбирать оптимальный сварочный ток. Рекомендуемые значения указаны на упаковках с электродами.
- Помните, что недорогие китайские инверторы показывают завышенные амперы, в итоге придется выполнять настройку в ручном режиме.
- Выполняйте зажигание чирканьем, а не постукиванием. Это проще, удобнее и не приводит к печальным последствиям.
- Старайтесь вести электрод на короткой дуге, выдерживая угол 45 градусов. Для облегчения контроля дуги можно опираться на обмазку стержня.
Резюме
Храните электроды в сухом помещении. Перед покупкой проверяйте дату изготовления. Сверяйте спецификацию металлов с характеристиками электродов, указанных на пачках. Замените стальные губки на прищепке «массы» на медные. Это улучшит контакт и розжиг. Больше тренируйтесь, научитесь отличать шлак от металла. Опыт придет со временем, а вместе с ним и понимание сварочного процесса.
Почему электроды прилипают

Залипание электрода — распространенная проблема, с которой сталкиваются как новички, так и опытные сварщики. В этой статье будут рассмотрены причины возникновения этого явления и способы его устранения, а также что делать если электрод прилипает к металлу при сварке инвертором.
Среднее время прочтения: 5 минут.
Больше полезных материалов:
Залипания электрода при сварке
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на «плюс» или на «минус»). Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
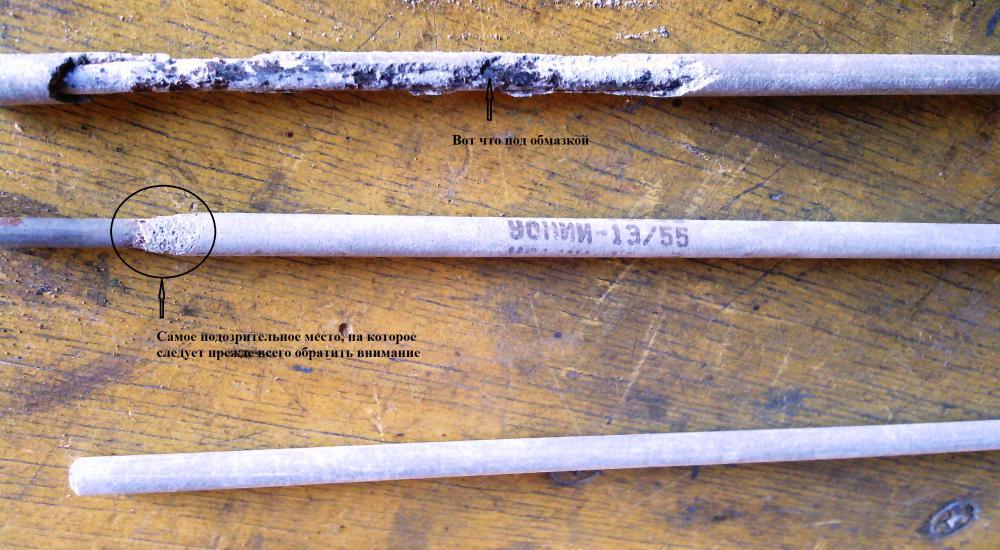
Использование электродов низкого качества также приводит к залипанию. Данный дефект исправить невозможно, поэтому при покупке расходного материала уделите особое внимание выбору производителя. Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
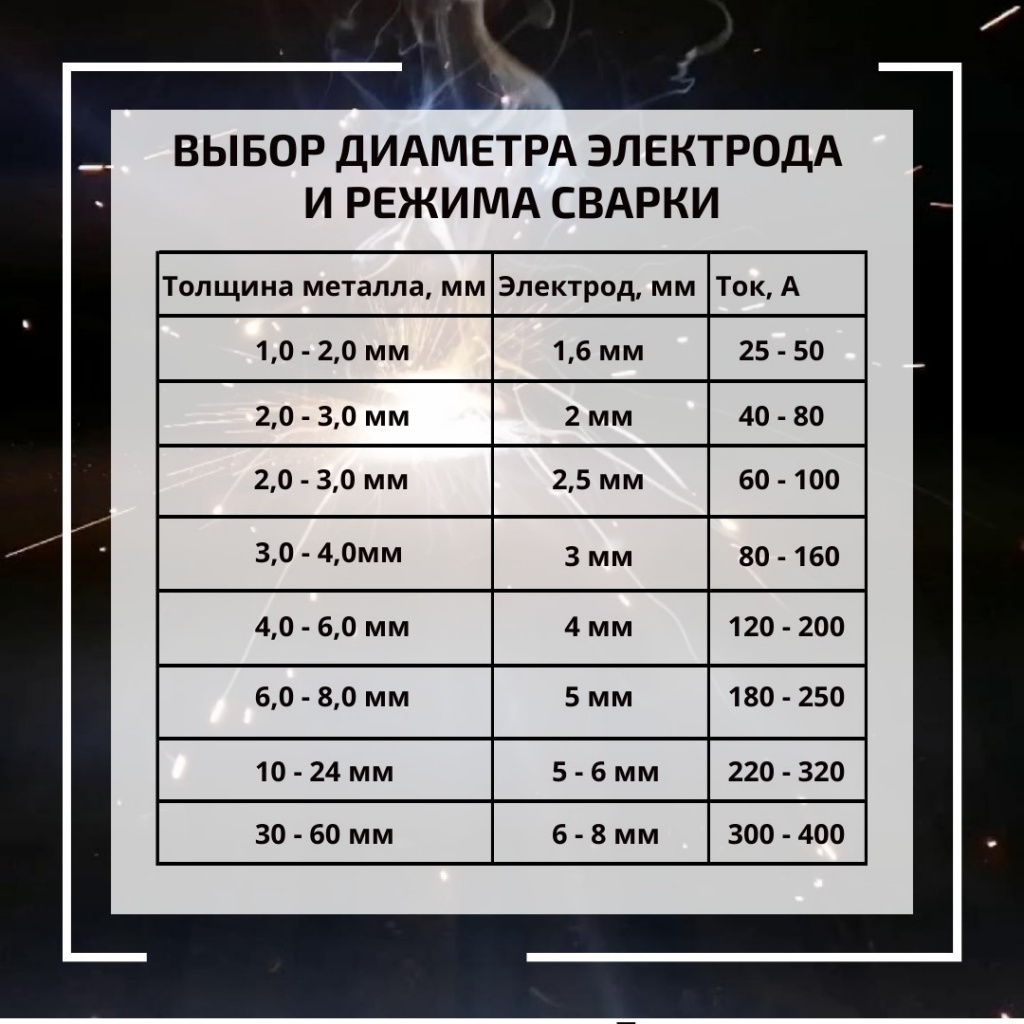
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность

Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.
Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте

Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания. Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.
3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги

Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой. Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги. Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь. Подпишись, у нас интересно:
Причина залипания (прилипания) электрода

Процесс прилипания электродов на поверхностях изделий из металла является очень частым и неудобным явлением. Оно зачастую возникает у тех сварщиков, которые впервые сталкиваются с этим вопросом. В том случае, если инструмент пристаёт к поверхности изделия, то его будет практически невозможно оторвать. Ко всему прочему с него обсыпается смазка, если происходит замыкание. В бытовых сетях такой процесс может привести к перегрузке.
Почему электрод прилипает к металлу?
Прилипание стержней возникает, когда сварка ведется трансформаторным сварочным аппаратом, который не может точно настроить режим процесса сварки. Современные инверторы часто обладают дополнительными опциями, которые обеспечивают антизалипание электрода. Её суть заключается в том, что аппарат нужно настроить на импульсное увеличение тока в местах, где происходит соприкосновение элемента. В этом случае дуги не будут гаснуть, а замыкание исключиться.
Часто случаются ситуации, когда инструмент залипает на поверхности изделия даже в процессе использования инверторного устройства для сварки, который обладает опцией анти прилипания. Многих сварщиков интересует вопрос: от чего во время сварки прилипает электрод?
Причина залипания электрода при сварке может быть различной, и она зависит от качества используемого устройства или материала.
Причины залипания электрода при сварке инверторным устройством.
Вот главные причины от чего плавится инструмент при сварочной работе инвертором:
- В том случае, когда сварщик используют сырой электрод. Конструкция электрода включает в себя стержень и обмазку (подробнее о составе покрытия электродов читайте здесь) . Для того, чтобы изготовить покрытие используют мелкий порошок. К сожалению, такое покрытие подвержено влаге и негативному воздействию с её стороны. Даже в помещениях с умеренной влажностью стержни могут всё равно отсыреть. Для защиты этих элементов производители часто применяют дополнительные защитные упаковки в виде полиэтилена. Таким образом, стержни могут сохранить свои функции на длительное время. Когда упаковка была нарушена, то в ней постепенно накопится влага и как следствие инструменты будут сырые. Такие инструменты будут прилипать в процессе сварки. Это один из моментов от чего залипает электрод.
- Если стержни имеют плохое качество. Если электрод залипает к поверхности металла, то возможно он был неправильно подобран для такого материала. Стоит отметить, что для теплостойких металлов в процессе сварочных работ лучше применять специальные типы расходных материалов, которые предназначены именно для сварочных работ с такими параметрами. Прилипание электродов также может произойти в том случае, если вы используете инструменты неизвестных брендов и сомнительных марок. В настоящее время на рынке можно встретить различные дешёвые подделки. Они производятся с применением некачественных элементов. Они имеют плохой состав обмазки. Это может не соответствовать требованиям и создать залипание электрода при сварке инвертором
- Если аппарат налажен неправильно. Данный момент также является популярным в том случае, если электрод прилипает во время поджигания дуги. Перед тем, как сваривать элементы необходимо произвести оценку толщины изделий, которые будут свариваться и выбрать необходимый размер стержней, а также настроить аппарат на определенный показатель мощности. Малый ток не будет давать поджиганию дуг, а только расплавит конец инструмента. Он прилипнет к самому металлу. Также на возникновении прилипания стержня к поверхности металла может влиять грязная поверхность, которая не будет обеспечивать необходимый контакт изделия и расходного материала. Если вы захотите создать дугу на такой поверхности, то она не будет гореть, а обмазка стержня отпадет. Такой процесс приведет к прилипанию устройства на поверхности металла.
- Не опытный мастер. С проблемой залипания инструмента сталкиваются именно начинающие сварщики. В этом случае не опытные мастера просто неправильно осуществляют поджёг дуги. Они осуществляют постукивание кончиком по изделию и в итоге электроду приходится дольше задерживаться на поверхности. Как следствие такого процесса образуется замыкание, а металлическое изделие в точке соприкосновения инструмента и изделия начинает разогреваться. Начинающим сварщикам необходимо научиться осуществлять поджог дуги не с помощью постукивания, а при помощи чирканья стержня по изделию. Это является ответом на вопрос: почему залипает электрод при сварке.
Как устранить залипание электродов?
Для того, чтобы исключить возникновение залипания расходного элемента на участке металлического изделия, необходимо использовать в работе только качественные материалы, а также подготавливать аппарат перед процессом сварки и задавать ему необходимый режим.
Подготовка электродов к сварке
Вспомните о том, что для качественной сварочной работы необходимо применять расходные элементы, которые хранились хорошо. Когда упаковка электродов нарушена, и с того момента прошло свыше 10 часов, мастер должен произвести дополнительную просушку обмазки электрода. Показатель удельной влажности для стержней отмечено на их упаковке. Перед тем, как осуществлять сварку такими электродами необходимо осуществить их прокаливание в печи. Для этого применяются электрические печи специального назначения. Они дают возможность прогревания элементов. Предел прогревания электрода зависит от их категории. Разные варианты расходных материалов имеют вариативные показатели нагревания. Если брать во внимание данные условия, то для прокалки электродов запрещается применять обычные пламенные печи. Пламя не сможет дать необходимого температурного режима и равномерности прогревания стержней. При этом электроды можно нагревать не более 3 раз. Если Вы несколько раз повторите процесс, то такие расходные материалы станут непригодными для сварки. После того, как электрод будет правильно просушен, его можно использовать для сваривания металлических изделий и Вас не будет волновать вопрос: почему прилипает электрод при сварке к металлу?
Грамотная настройка оборудования – залог исключения прилипания электродов
Если у Вас пристаёт электрод и вы не знаете что делать, советуем внимательно отнестись к следующим моментам.
Каждый опытный сварщик знает о том, что правильно определённая сила тока будет способствовать не только исключению прилипания электрода на поверхности металла, но и способствовать качественной сварки необходимых изделий. Для того, чтобы грамотно выставить параметр тока можно использовать некоторые таблицы, где определён ток, марка электрода, а также вариант металла. Сварщик должен знать возможности своего сварочного устройства и выставить необходимые настройки, которые требуется в процессе работы с ним. В том случае, если мастер не обладает таким опытом, он может настроить аппарат, исходя из предыдущих процессов работы. Настройку аппарата в этом случае лучше начинать с малой мощности и постепенно повышать силу тока. Помните о том, что металлическую заготовку вначале необходимо очистить от грязи. По возможности с мест, где будет осуществляться соприкосновения инструмента и металла удалить ржавчину или слои краски.
Как держать дугу при сварке
Также важно правильно осуществить поджог дуги. Для этого электродом необходимо аккуратно постукивать или чиркать по металлическому изделию. После того, как дуга разгорится, нужно выбрать её правильную длину. Если всё это осуществлять очень медленно, то расходный материал может залипнуть. После того, как правильная дуга будет выбрана, можно будет осуществлять шов в необходимом направлении.
Если соблюдать все эти простые советы и правила можно исключить прилипания электрода в процессе сварки инвертором. Теперь Вы знаете почему прилипает сварочный элемент и что делать если прилип электрод.
Для тех, кто хочет купить качественные материалы для сварочных работ, Вы можете приобрести их в нашем интернет магазине Weld Маркет . Наши изделия выполнены из качественных материалов и они не будут залипать при сварке.
Другие полезные материалы:
- Как выбрать сварочные электроды?
- Типы сварочных электродов.
- Марки сварочных электродов.
Почему залипает электрод и как этого избежать

Залипание или прилипание электрода — неприятность, с которой сталкиваются и новички, и опытные сварщики при работе с трансформаторными аппаратами и инверторами. Электрическая дуга не зажигается, попытки сварки заканчиваются неудачей, а работа останавливается.
Рассматриваем причины, почему прилипают электроды при сварке, что делать в такой ситуации и как предупредить прилипание.
Сырые электроды
Обмазка сварочных электродов пористая, поэтому очень гигроскопична. При неправильном и долгом хранении она впитывает влагу и разрыхляется. Отсыревшие электроды теряют рабочие характеристики: покрытие повреждается, вплоть до отслаивания со стержня. Они плохо зажигаются и постоянно прилипают к заготовке.
Чтобы избежать залипания электродов, их нужно прокалить в муфельной печи перед использованием. Режимы прокалки зависят от марки и покрытия. Рекомендации по температуре и времени прокаливания обычно указаны на пачке. Хранить электроды лучше в сухом месте: герметично закрывающемся тубусе или коробке с селикогелем.
При использовании длительно хранившихся, отсыревших электродов нужно быть осторожным. Например, даже тщательно просушенные УОНИИ могут подвергаться коррозии под обмазкой и давать поры в шве. Их не стоит использовать для сварки ответственных металлоконструкций и узлов, которые подвергаются высоким, знакопеременным нагрузкам.
Плохая подготовка заготовки
Если при сварке электроды прилипают к металлу, но они просушенные и качественные, то причина может крыться в грязной поверхности заготовки. Слой окалины и коррозии может быть таким, что через него не пробиться. Дуга не хочет зажигаться, электрод раскаляется докрасна и липнет к детали.
Область шва необходимо хорошо зачищать перед сваркой: проходить болгаркой с обдирочным кругом и обезжиривать уйат-спиритом. Помимо этого, обязательно нужно очищать и место установки массы на детали.
Неправильное зажигание дуги
Процесс сварки начинается контактным зажиганием. Чтобы замкнуть цепь, нужно сначала создать короткое замыкание между заготовкой и электродом, а потом приподнять его, что приводит к появлению электрической дуги.
Техники поджига дуге две — постукивание и чирканье. При поджиге постукиванием нужно набить руку, иначе вместо короткого легкого удара по металлу будет чуть более длительное прикосновение, в результате которого липнет электрод.
Второй способ легче и рекомендован неопытным сварщикам. Чтобы зажечь и удержать дугу надо «протянуть» электрод по направлению от себя так, что чуть прикоснуться к поверхности заготовки, и приподнять его — чиркнуть, как спичкой.
Слишком низкая сила сварочного тока
Еще одна причина, почему залипают электроды, кроется в неправильно выбранной силе сварочного тока. При минимальном опыте сварщик может установить на инверторе не те параметры, потому что боится прожечь металл.
Значение сварочного тока должно соответствовать диаметру электрода и толщине заготовки. Если сила тока слишком низкая, то электрод поджигается плохо из-за недостаточно плавления и прилипает к поверхности.
Проблемы могут быть у опытных сварщиков, которые пытаются сваривать тонкий металл до 1,5 мм электродом маленького диаметра. Он горит, как спичка, и прожигает заготовку при медленном движении. При снижении тока появляются сложности с разогревом и залипания.
Низкое напряжение и провалы в сети
Если постоянно прилипает электрод, причины могут быть связаны с нестабильной сетью и пониженным напряжением. Провалы напряжения часто бывают в гаражных мастерских и на дачах, особенно при наличии большого количества потребителей. Дуга не хочет загораться от легкого чирканья и касания, горит неустойчиво, разбрызгивание металла повышено. Электрод может прилипать к заготовке так, что приходится отламывать его пассатижами, а потом защищать участок металла.
В таких случаях нужно проверить напряжение в сети, а также контакт кабеля в электрододержателе и разъемах, крепежные элементы в силовой цепи внутри инвертора.
Хорошие бытовые, полупрофессиональные и профессиональные инверторы оснащены вспомогательной функцией, которая не допускает ситуации, когда электрод прилипает к металлу и прокаливается докрасна, что приводит к отслаиванию обмазки. Если после короткого замыкания для зажигания дуги напряжение не нарастает, то срабатывает «Антистик» и снижает ток до минимальных значений. Электрод не залипает «намертво» — его можно легко отделить от точки зажигания.
Некачественные или «капризные» электроды
Как правило, производители сварочных аппаратов утверждают в инструкции, что их инверторы работают с любым типом электродов. Однако качество поджига дуги и шва зависит не только от опыта сварщика и оборудования, но и от используемых расходников.
Нарушение технологии производства, неравномерная и осыпающаяся обмазка приводят к тому, что электроды залипают и сваривать ими невозможно.
Помимо проблем с качеством, зависящим от завода-изготовителя, могут быть сложности в работе с конкретными марками электродов. Профессионалы утверждают, что УОНИ критичны к сырости, выбору силы сварочного тока, грязи на заготовке и требуют правильно держать дугу. К «некапризным» электродам можно отнести АНО-21, ОК 46.00, ОЗС-12, МР-3.
Как избежать залипания электродов
Чтобы предупредить постоянное залипание электродов, придерживайтесь общих рекомендаций:
- научитесь поджигать и держать дугу — это требует практики, особенно при поджиге постукиванием;
- выставляйте на сварочнике верные настройки, которые подходят для вашего электрода — их можно найти на пачке;
- проверьте сетевое напряжение — не все сварочные инверторы стабильно работают при провалах;
- храните электроды в сухом, теплом месте и проверяйте их на ненужной детали перед тем, как начать сварку.
Покупайте расходные материалы в проверенном магазине, чтобы быть уверенным в качестве и правильном хранении.
Похожие статьи
Маркировка электродов для сварки
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Как правильно вести электрод во время сварки
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Хранение сварочных аппаратов и материалов
Как хранить сварочное оборудование зимой, как низкая температура влияет на них и как подготовить к работе оборудование, которое занесли в теплое помещение с мороза.
Прямая и обратная полярность при сварке
Для настройки инверторов для ММА, MIG/MAG сварки и смены полярности используют переключатель или меняют кабельные разъемы.
Какие электроды выбрать для сварки инвертором новичку
Эта статья для новичков, которые не хотят глубоко погружаться в нюансы сварочного процесса, но планируют время от времени использовать инверторный сварочный аппарат для сварки в бытовых или хозяйственных целях.
Как выбрать сварочную проволоку
Сварочная или электродная проволока — присадочный материал для сварки MIG/MAG, FCAW и упрочняющей наплавки, защищающей детали от абразивного, ударного, температурного износа и придающей поверхности специфические свойства.
Цвета вольфрамовых электродов: как выбрать и для чего они используются
Рассказываем про назначение и маркировку вольфрамовых электродов по цветам, а также про их длину и диаметры, чтобы вам было легче выбирать расходные материалы.
Ремонт порогов своими руками
Поговорим о самостоятельном ремонте: переварке порогов с полной заменой и восстановлении, при котором можно вырезать проржавевшие участки болгаркой и вварить латки: технологиях сварки кузовщины и техниках работы.