Технология лужения металлов
Чтобы защитить металлические изделия от разрушающего воздействия коррозии, а также подготовить поверхности заготовок к пайке мягкими припоями, задействуется технология лужения. Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.
Что такое лужение?

Технология лужения – это один из способов создания противокоррозионной защиты металлов от неблагоприятного воздействия окружающей среды. При этом защитным барьером в данном случае выступает тонкий слой олова, либо сплава на его основе.
В отдельных ситуациях, метод применяется до пайки, в рамках подготовительных работ. Данная технология применяется давно, поэтому все процессы отработаны досконально. Работа отличается простотой, для ее выполняется не нужно использовать сложное оборудование, приспособления, а также специальные инструменты. Обработка поверхностей из металла с помощью этой технологии может осуществляться разными способами, в зависимости от базового материала. Например, алюминиевые детали обрабатываются с применением чистого олова, в котором отсутствуют примеси. При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов:

- Олово и оловянные сплавы. Если в сплаве содержится в большом количестве медь, это способствует повышению твердости, но при этом снижается пластичность. Если в сплаве содержится много сурьмы или мышьяка, то это сказывается на хрупкости элемента. Существуют самые разные сплавы, применяющиеся при технологии лужения, при этом каждый из них имеет отличия по сфере применения. Для продукции из сферы пищевой промышленности используются сплавы с оловом, железом, никелем. Сплавы на основе олова, свинца и цинка применяются для лужения стальных заготовок.
- Хлористый цинк. Применяется в качестве флюса при пайке и лужении.
- Двухлористое олово. Данный компонент является базовым при лужении с помощью электрохимического способа.
Горячие технологии
Технология, при которой используется способ погружения или метод растирания. В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли.
Гальваническая технология
При этой технологии облуживание осуществляется в кислых и щелочных электролитах. Для работ применяется электрический ток, что сказывается на затратности процесса. Однако, при таком способе наносимый сплав прочно сцепляется с поверхностью металла. Слой олова получается равномерным и ровным, возможно создание покрытий с необходимой толщиной, обеспечение низкой пористости слоя.
В процессе наплавки возможно применение наплавок для металла различного типа. Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Пайка и лужение
ГОСТ 17325-79 Пайка и лужение. Основные термины и определения.
- Пайка – технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей;
Сварка — один из рарешенных ПУЭ способов соединения проводов, отличается высокой надежностью и минимальным переходным сопротивлением скрутки.
В чем отличие пайки от сварки?
- Сварка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём нагревания и плавления деталей. Расплав, застывая, образует соединение с установлением межатомных связей.
- Разделить сварное соединение можно только разрезав его – пилой, углошлифмашиной (болгарка), сваркой. Геометрическая форма деталей при этом не сохраняется.
- При пайке расплавляются не спаиваемые детали, а легкоплавкий припой. Расплавленный припой, затекая в зазор между деталями (0,1-0,2 мм), застывает и образует спай.
- Разделить паяное соединение можно без нарушения геометрии деталей, нагрев его до температуры плавления припоя.
- Существуют припои с температурой плавления ниже, чем 100 0 C – сплав Розе (состав: 25% олова, 25% свинца, 50 % висмута, tпл +94 0 C), сплав Вуда (состав: 12,5% олова, 25% свинца, 50% висмута, 12,5 % кадмия, tпл +60-68 0 C, отличается токсичностью!), паяное соединение разъединится в горячей воде или под струей горячего воздуха.
- Припой – материал, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы;
Припои условно делятся на две группы – мягкие и твердые (табл. 1).
Табл 1. Характеристики припоев
Предел прочности при растяжении, МПа
бессвинцовые и пр.
медно-фосфористые, серебряные и пр.
В электромонтажной мастерской для пайки используются только оловянно-свинцовые припои, в основном марок ПОС-40 и ПОС-61 (табл. 2).
Расшифровка маркировки: ПОС-61 — Припой Оловянно-Свинцовый.
61 – процентное содержание олова (Sn), остальное – свинец (Pb).
(61:39 — эвтектика олово-свинец, т.е. сплав с наименьшей температурой плавления)
Табл 2. Характеристики припоев ПОС
Температура плавления, °C
Лужение контактов реле
Пайка кабелей, медных труб
Медицинская и пищевая аппаратура
Олово для пайки не используется!
Почему чистое олово не используется для пайки?
Все дело в свойстве олова менять свою кристаллическую структуру при низких температурах, устойчивой оказывается та форма, которая существует в виде серого порошка (α-олово). Причем, если куском металла, начавшего перекристаллизацию, коснуться куска белого олова (β-олово), оно тоже быстро начинает фазовый переход в порошковидную форму. Этому явлению дали название «Оловянная чума».
Из-за поражения «чумой» оловянных пуговиц сильно пострадала отступающая из России наполеоновская армия, та же причина привела в негодность обмундирование русской армии в балканском походе по время освободительной войны с Турцией в 1878 г. «Оловянная чума» – одна из причин гибели экспедиции Роберта Скотта к Южному полюсу в 1912 году. Она осталась без горючего и провизии из-за того, что топливо просочилось из запаянных оловом баков, пропитав припасы. Припою делают «прививку», добавляя в состав свинец, сурьму или висмут. Это гарантирует защиту от «оловянной чумы» даже при самых низких температурах.
[Жолондковский О.И., Лебедев Ю.А. Бой с пожирателями металла. М.: Знания. 1984]
- Флюс – вещества (смесь) органического и неорганического происхождения, предназначенные для:
- удаления оксидов с поверхности под пайку;
- снижения поверхностного натяжения, улучшения растекания жидкого припоя;
- защиты металла от действия окружающей среды.
- Виды флюсов по химическому составу:
- На основе соединений бора;
- На основе фтористых соединений металлов;
- На основе хлористых соединений металлов;
- Окисные;
- Кислотные;
- На основе канифоли (смесь смоляных кислот).
- Виды флюсов по коррозионной активности:
- Некоррозионные (канифоль и её растворы в спирте);
- Слабокоррозионные (органические кислоты);
- Коррозионные (органические кислоты, фториды, хлориды металлов);
- Реактивные (для пайки алюминия без припоя).
Пайка без использования флюса, так называемая «сухая пайка», не должна использоваться, т.к. при этом не удаляются имеющиеся на металле окислы, при нагреве образуются новые, жидкий припой плохо растекается, переходное сопротивление получается слишком высоким, всё это приводит к отказу паяного соединения
«Сухая» пайка (без флюса) запрещена!
- Лужение – образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации.
Лужение используется для защиты металлов от коррозии (лужёные жилы проводов, корпуса машин), для подготовки поверхности к пайке, для склеивания проволок многопроволочных жил в монолит.
Лужение осуществляется тремя способами:
- натиранием;
- с помощью паяльника или паяльной станции;
- погружением с помощью паяльной ванны. Погружение используется для массивных металлических изделий или при лужении большого количества изделий.
Табл 3. Виды брака при лужении
При лужении припой не соединяется с поверхностью изделия
Поверхность недостаточно хорошо очищена и протравлена
Качественно очистить и протравить (обработать флюсом)
На поверхности, подлежащей лужению, припой в отдельных местах не соединяется с изделием
Перегрев (непрогрев) изделия в месте лужения
Нагрев изделия производить до необходимой температуры
После лужения на поверхности изделия в отдельных местах полуда имеет синий радужный цвет
Технология и оборудование производства электрической аппаратуры — Пайка и лужение

10-7. ПАЙКА И ЛУЖЕНИЕ
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла.
Припои — это некоторые цветные металлы и их -сплавы. В зависимости от механических свойств припои принято делить на мягкие и твердые.
Мягкими называют легкоплавкие припои с температурой плавления примерно до 400°С. Эти припои имеют малый предел прочности при растяжении — обычно не выше 50 — 70 МПа. Наиболее распространенными являются оловянно-свинцовые припои с содержанием олова от 18 до 90% марок ПОС-18 — ПОС-90. Надежное контактное соединение дает припой ПОС-30. Он имеет большую жидкотекучесть и дает лучшую смачиваемость поверхности в сравнении с менее дорогим ПОС-18. Для пайки алюминиевых деталей применяются оловянно-цинковые и другие припои.
Твердые припои имеют температуру плавления выше 500°С. Они имеют предел прочности при растяжении до 500 МПа. Наиболее распространенными являются медно-цинковые припои ПМЦ, медно-серебряные ПСР и медно-фосфористые ПМФ, в частности ПМФ-7 (последние припои не требуют флюса при пайке медных деталей).
Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки.
Подготовка поверхностей деталей заключается в удалении загрязнений жировых и окисных пленок. Очистка производится механическими и химическими способами.
Покрытие поверхностей флюсом производится непосредственно перед лужением и пайкой.
Флюс образует жидкую и газообразную защитную зону, предохраняющую поверхность металла и расплавленного припоя от окисления. Кроме того, он растворяет пленки окислов и загрязнения, образуя шлак, который легко удаляется. Большинство флюсов способствует лучшему смачиванию расплавленным припоем спаиваемой поверхности и уменьшает поверхностное натяжение припоя. По действию на металл флюсы разделяются на кислотные (хлористый цинк и флюсы на его основе);
бескислотные (канифоль и флюсы на ее основе), активированные (на основе канифоли с добавкой некоторых реактивов и кислот, применяются для металлов, плохо поддающихся лужению и пайке) и др. При пайке твердыми припоями в качестве флюса применяются бура и флюсы на ее основе. Остатки флюса и шлак для предотвращения коррозии места пайки необходимо тщательно удалять механическим путем и промывкой. Исключение представляют канифольные флюсы, которые нет необходимости удалять. Поэтому они применяются для пайки изолированных проводов, которые нельзя промывать.Лужение — это покрытие поверхности металла пленкой мягкого припоя или олова, которое производят электропаяльником погружением в ванну с расплавленным металлом, в том числе и в ультразвуковую (рис. 10-13), а также в гальваническую ванну. При лужении необходимо применять флюс (кроме гальванического лужения). Флюс и шлак после окончания процесса необходимо удалить.
При ультразвуковой пайке кавитационные пузырьки тщательно очищают поверхность, обеспечивая прочную пайку, в том числе и алюминиевых деталей.
Процесс пайки заключается в прогревании места
соединения деталей до температуры выше температуры плавления припоя и в выдержке спаиваемых деталей в сжатом состоянии до полного затвердевания припоя. После этого остатки флюса и шлак необходимо удалять. Способы пайки:
а) пайка мягкими припоями производится теми же способами, что и лужение, за исключением гальванического;
б) пайка алюминиевых деталей производится:
электро- и ультразвуковым паяльником, паяльной лампой, газовой горелкой, погружением в ванну или ванночку с расплавленным металлом, в том числе ультразвуковую (рис. 10-13);
в) пайка твердыми припоями производится: паяльной лампой, газовой горелкой, токами высокой частоты, на машинах для контактной электросварки с угольными электродами (рис. 10-14), в печах (камерных, конвейерных и др.).Лекция по теме: пайка и лужение

Пайка позволяет соединять в единое изделие элементы из разных металлов и сплавов, обладающих различными физико-механическими свойствами. Например, методом пайки можно соединять малоуглеродистые и высокоуглеродистые стали, чугунные детали со стальными, твердый сплав со сталью и т. д. Особо следует отметить возможность соединения путем пайки деталей из алюминия и его сплавов. Широко применяется метод напайки пластинок твердого сплава к державкам при изготовлении режущего инструмента.
В условиях домашней мастерской пайка – самый доступный вид образования неподвижных неразъемных соединений. При пайке в зазор между нагретыми деталями вводится расплавленный присадочный металл, называемый припоем. Припой, имеющий более низкую температуру плавления, чем соединяемые металлы, смачивая поверхность деталей, соединяет их при охлаждении и затвердевании.
Процесс пайки отличается от сварки тем, что кромки соединяемых деталей не расплавляются, а только нагреваются до температуры плавления припоя.
Для осуществления паяных соединений необходимы: паяльник электрический или с непрямым подогревом, паяльная лампа, припой, флюс.
Паяльная лампа используется для нагрева паяльника с непрямым подогревом и для прогрева паяемых деталей (при большой площади пайки). Вместо паяльной лампы можно использовать газовую горелку – она более производительна и надежна в эксплуатации.
В качестве припоя чаще всего используются оловянно-свинцовые сплавы, имеющие температуру плавления 180–280 °C. Если к таким припоям добавить висмут, галлий, кадмий, то получаются легкоплавкие припои с температурой плавления 70–150 °C. Эти припои актуальны для пайки полупроводниковых приборов. При металлокерамической пайке в качестве припоя используется порошковая смесь, состоящая из тугоплавкой основы (наполнителя) и легкоплавких компонентов, которые обеспечивают смачивание частиц наполнителя и соединяемых поверхностей. В продаже имеются и сплавы в виде брусков или проволоки, которые представляют собой симбиоз припоя и флюса.
Использование в процессе пайки флюсов основано на их способности предотвращать образование на поверхностях деталей окисной пленки при нагреве. Они также снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям: сохранение стабильного химического состава и активности в интервале температур плавления припоя (то есть флюс под действием этих температур не должен разлагаться на составляющие), отсутствие химического взаимодействия с паяемым металлом и припоем, легкость удаления продуктов взаимодействия флюса и окисной пленки (промывкой или испарением), высокая жидкотекучесть. Для пайки различных металлов характерно использование определенного флюса: при пайке деталей из латуни, серебра, меди и железа в качестве флюса применяется хлористый цинк; свинец и олово требуют стеариновой кислоты; для цинка подходит серная кислота. Но существуют и так называемые универсальные припои: канифоль и паяльная кислота.
Детали, которые предполагается соединить методом пайки, следует должным образом подготовить: очистить от грязи, удалить напильником или наждачной бумагой окисную пленку, образующуюся на металле под воздействием воздуха, протравить кислотой (стальные – соляной, из меди и ее сплавов – серной, сплавы с большим содержанием никеля – азотной), обезжирить тампоном, смоченным в бензине, и только после этого приступать непосредственно к процессу пайки.
Нужно нагреть паяльник. Нагрев проверяется погружением носика паяльника в нашатырь (твердый): если нашатырь шипит и от него идет сизый дым, то нагрев паяльника достаточный; ни в коем случае нельзя перегревать паяльник. Носик его при необходимости следует очистить напильником от окалины, образовавшейся в процессе нагревания, погрузить рабочую часть паяльника во флюс, а затем в припой так, чтобы на носике паяльника остались капельки расплавленного припоя, прогреть паяльником поверхности деталей и облудить их (то есть покрыть тонким слоем расплавленного припоя). После того как детали немного остынут, плотно соединить их между собой; снова прогреть место пайки паяльником и заполнить зазор между кромками деталей расплавленным припоем.
Если необходимо соединить методом пайки большие поверхности, то поступают несколько иначе: после прогревания и облуживания места спайки зазор между поверхностями деталей заполняют кусочками холодного припоя и одновременно прогревают детали и расплавляют припой. В этом случае рекомендуется периодически обрабатывать носик паяльника и место пайки флюсом.
Когда место спайки полностью остынет, его очищают от остатков флюса. Если шов получился выпуклым, то его можно выровнять (например, напильником).
Качество пайки проверяют: внешним осмотром – на предмет обнаружения непропаянных мест, изгибом в месте спая – не допускается образование трещин (проверка на прочность); паяные сосуды проверяют на герметичность заполнением водой – течи не должно быть.
Существуют способы пайки, при которых используется твердый припой – медно-цинковые пластины толщиной 0,5–0,7 мм, или прутки диаметром 1–1,2 мм, или смесь опилок медно-цинкового припоя с бурой в соотношении 1: 2. Паяльник в этом случае не используется.
Первые два способа основаны на применении пластинчатого или пруткового припоя. Подготовка деталей к паянию твердым припоем аналогична подготовке к пайке с использованием мягкого припоя.
Далее на место спайки накладываются кусочки припоя и спаиваемые детали вместе с припоем скручиваются тонкой вязальной стальной или нихромовой проволокой (диаметром 0,5–0,6 мм). Место паяния посыпается бурой и нагревается до ее плавления. Если припой не расплавился, то место паяния посыпается бурой вторично (без удаления первой порции) и нагревается до расплавления припоя, который заполняет зазор между спаиваемыми деталями.
При втором способе место паяния нагревают докрасна (без кусочков припоя), посыпают бурой и подводят к нему пруток припоя (продолжая нагрев): припой при этом плавится и заполняет щель между деталями.
Еще один способ пайки основан на применении в качестве припоя порошкообразной смеси: подготовленные детали нагревают в месте пайки докрасна (без припоя), посыпают смесью буры и опилок припоя и продолжают нагревать до плавления смеси.
После паяния любым из трех предложенных способов спаянные детали охлаждают и очищают место пайки от остатков буры, припоя и вязальной проволоки. Проверку качества паяния производят визуально: для обнаружения непропаянных мест и прочности слегка постукивают спаянными деталями по массивному предмету – при некачественной пайке в шве образуется излом.
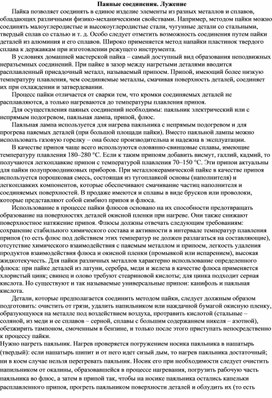
Разновидности паяных соединений показаны на рис. 53.
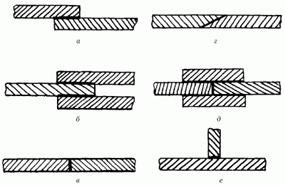
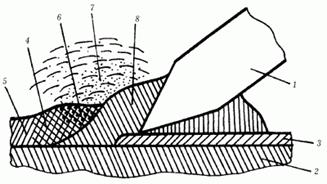
Рис 54.
Рис. 53. Конструкции паяных соединений: а – внахлестку; б – с двумя нахлестками; в – встык; г – косым швом; д – встык с двумя нахлестками; е – в тавр.
В большинстве случаев детали сначала подвергают лужению, что облегчает последующую пайку. Схема процесса лужения показана на рис. 54.
Рис. 54. Схема лужения паяльником: 1 – паяльник; 2 – основной металл; 3 – зона сплавления припоя с основным металлом; 4 – флюс; 5 – поверхностный слой флюса; 6 – растворенный окисел; 7 – пары флюса; 8 – припой.
Однако лужение можно использовать не только как один из этапов паяния, но и как самостоятельную операцию, когда вся поверхность металлического изделия покрывается тонким слоем олова для придания ему декоративных и дополнительных эксплуатационных качеств.
В этом случае покрывающий материал носит название не припоя, а полуды. Чаще всего лудят оловом, но в целях экономии в полуду можно добавить свинец (не более трех частей свинца на пять частей олова). Добавление в полуду 5 % висмута или никеля придает луженым поверхностям красивый блеск. А введение в полуду такого же количества железа делает ее более прочной.
Полуда хорошо и прочно ложится только на идеально чистые и обезжиренные поверхности, поэтому изделие перед лужением необходимо тщательно очистить механическим способом (напильником, шабером, шлифовальной шкуркой до равномерного металлического блеска) либо химическим – подержать изделие в кипящем 10 %-ном растворе каустической соды в течение 1–2 минут, а затем поверхность протравить 25 %-ным раствором соляной кислоты. В конце очистки (независимо от способа) поверхности промывают водой и сушат.
Сам процесс лужения можно осуществлять методом растирания, погружения или гальваническим путем (при таком лужении необходимо использование специального оборудования, поэтому гальваническое лужение на дому, как правило, не осуществляется).
Метод растирания заключается в следующем: подготовленную поверхность покрывают раствором хлористого цинка, посыпают порошком нашатыря и нагревают до температуры плавления олова.
Затем следует приложить оловянный пруток к поверхности изделия, распределить олово по поверхности и растереть чистой паклей до образования равномерного слоя. Необлуженные места пролудить повторно. Работу следует выполнять в брезентовых рукавицах.
При методе лужения погружением олово расплавляют в тигле, подготовленную деталь захватывают щипцами или плоскогубцами, погружают на 1 минуту в раствор хлористого цинка, а затем на 3–5 минут в расплавленное олово. Извлекают деталь из олова и сильным встряхиванием удаляют излишки полуды. После лужения изделие следует охладить и промыть водой.
1. На какие классы делятся все виды сварки
2 Каким раствором промывают замасленные места перед сваркой
3. Какая сварка применяется чаще всего в бытовых условиях
4. Для чего нагревают детали перед сваркой
5. В чем заключается принцип газовой сварки
6. Какой вид сварки показана на рисунке, название позиции