Основные виды покрытий сварочных электродов, которые обязательно нужно знать
Покрытие сварочных электродов – гомогенизированная масса смешанных химических соединений, нанесенных на специальный металлический стержень. Главная задача таких веществ состоит в обеспечении требуемых свойств сварного шва и способствовать правильному, бесперебойному горению дуги при сварке. В зависимости от конечных целей производятся те или иные разновидности электродов с определенными свойствами. Их разнообразие, ассортимент постоянно обновляются на рынке. Разберемся детально в наиболее важных разновидностях.
Целлюлозные электроды

Такие покрытия изготовляются из целлюлозы (до 50%), которая состоит из органических материалов, где в основном используется древесная мука. В состав также могут входить ферросплавы, смолы органического происхождения, тальк. Целлюлозные электроды тонкие, образуют малое количество легкоудаляемого шлака и являются наиболее подходящими для позиционной сварки (при работе с вертикальными швами шлак не сползает вниз). Хорошие результаты получают при односторонней сварке в любом положении, при сваривании корня шва на трубопроводах. В таком случае обратный валик шва ровный и относительно аккуратный. При нагревании электроды диссоциируют на водород и диоксид углерода, которые, в свою очередь, служат в качестве защитных газов. Обычно используется источник постоянного тока. С помощью стабилизаторов для целлюлозных электродов может использоваться переменный ток. По ГОСТу соответствуют таким типам электродов: Э 42, Э 46 и Э 50.
Недостатки
Наплавленный метал содержит относительно повышенное количество водорода, понижающее пластичность сварного шва, в связи с чем вероятны холодные трещины. Характерны брызги.
Электроды с рутиловым покрытием


Как известно, рутил – титановый минерал. Для этой разновидности электродов в покрытии используют концентрат диоксида титана (TiO2), наносимый на стальные стержни. Он дает кислый шлак, обеспечивает газовую защиту из водорода, окислов азота и углерода. Эти электроды используются для низкоуглеродистых сталей в любых пространственных положениях. В классификации ГОСТа по механических свойствам сопоставимы с типом Э 42 и Э 46. Добавление небольшого количества целлюлозы в рутиловые электроды, обеспечивает дополнительный запас для газовой защиты. Иногда незначительное добавление целлюлозы в рутил дает дальнейшее повышение производительности, такая комбинация называется рутил-целлюлозное покрытие (RC). Кроме того, могут быть комбинации с основными и кислыми покрытиями (RB и RA соответственно).
Особенности. По сравнению с электродами на кислой основе, рутиловые «собратья» при сварке производят металл более стойкий к трещинам, они дают меньше брызг и стабильное, сильное горение сварочной дуги при переменном токе. Относительно не восприимчивы к ржавчине, окислениям, влаге. Рутиловые электроды дают просто отделяемый шлак, отлично показывают себя при сваривании вертикальных швов. Пористость возможна в редких случаях при нарушении технологии сварки, например, если для тонкого металла применяются слишком толстые электроды или есть зазоры в тавровых соединениях. Замечательно показывают себя на участках с короткими швами, где необходимы частые перерывы и повторные поджигания дуги.
Слабые стороны
Рутиловые электроды, попавшие под влияние влаги, можно использовать лишь через сутки (потребуется предварительное прокаливание около часа при температуре выше двухсот градусов по Цельсию). Нежелательно их эксплуатация для сваривания конструкций, подвергающихся высоким температурам и ползучести.
Электроды с кислым покрытием

Указанный тип покрытия электродов содержит оксиды металлов, включая оксид железа, силикаты и оксида марганца, которые производят кислый шлак. Соотносятся по ГОСТу с типами э 38 и Э 42. Могут использоваться постоянный и переменный ток. В связи с высоким содержанием кислорода, кислые электроды повышают температуру, делая металл сильно текучим. С одной стороны, перечисленные особенности способствуют быстрой сварке, а с другой могут привести к появлению пор и низкой прочности сварного шва, и подрезам. Для нивелирования этого добавляются некоторые раскислители, улучшающие механические свойства и способность шлака легко удаляться.
Недостатки
Удлиненная дуга, наличие ржавчины, окислов существенно повышают вероятность горячих трещин и пор в сварочном шве. Кислые электроды повышают содержание водорода в сварочной ванне. Они токсичны, обладают повышенным брызгообразованием.
Основные электроды или низководородные электроды

Базовый электрод разновидности содержит карбонат кальция, карбонат магния, фторид кальция и другие минералы (такие как плавиковый шпат). Эти электроды должны храниться в сухом состоянии и правильно подогреваться перед использованием. Газовая защита включает в себя углекислый газ с низким содержанием водорода и кислорода. Контроль водорода обеспечивает защиту от воздействия атмосферы, делает электроды пригодными для высоко- и низколегированных сталей, для сталей с низким содержанием углерода. При сварке под воздействием высоких температур дуги происходит диссоциация карбонатов, которая в конечном итоге способствует повышенной основности шлаков, появлению защитной среды газов практически без выделения водорода. Дополнительно водородную составляющую связывает фтористый кальций. Из-за таких особенностей разновидность получила свое второе название – фтористо-кальциевые электроды. Они незаменимы для сооружений с жесткой основой, для закалывающихся сталей, предрасположенных для появления холодных трещин, а также образуют швы не склонные к быстрому старению. Низководородные электроды в ручной дуговой сварке используют вне зависимости от пространственного положения. Швы могут быть значительной толщины.
Тип в соответствии с ГОСТ 9467-75 по механике наплавлений: сопоставляется с Э42А — Э50А.
Слабые стороны
Возможно возникновение пор в случае если свариваемый металл будет иметь ржавчину, окисления. Дуга при горении менее стабильна чем у других видов электродов. Применяется преимущественно с постоянным током. Для переменного потребуется поташ или специальный калий-натриевые соединения сочетании с прогревом электродов (до 400 °C).
Электроды с примесью железного порошка
Железный порошок добавляют во все типы покрытий для повышения эффективности электродов. Дополнительный порошок железа увеличивает скорость осаждения. Это уменьшает напряжение, позволяет целлюлозным электродам справиться с переменным током. Кроме того, добавка контролирует вязкость шлака. Свойство весьма полезное в позиционной сварке.
Выводы
Подведем краткие итоги в табличном виде.
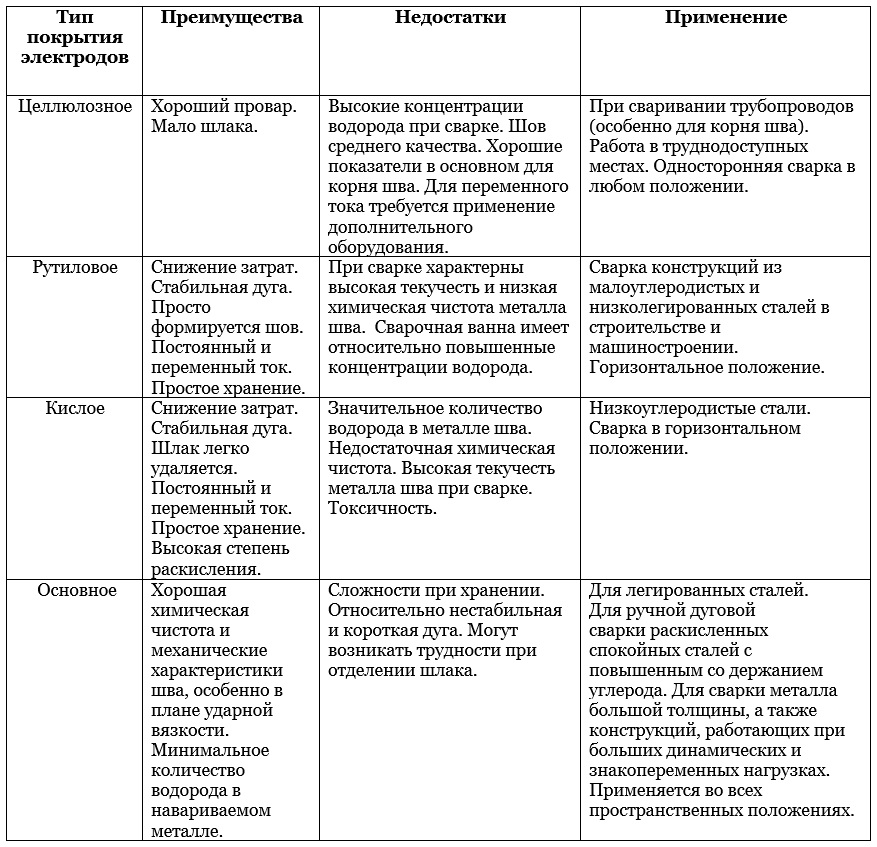
Покрытие сварочных электродов отличается своими параметрами, свойствами, сферой применения. Мы рассмотрели основные виды покрытий, обозначили главные преимущества, недостатки. Надеемся, что материал будет максимально полезным для вас, наши уважаемые читатели.
Электроды с рутилово целлюлозным покрытием для чего
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности

АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности

МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный

ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности

ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Преимущества рутиловых электродов
Мы уже сказали об одном из ключевых плюсов такой обмазки – экологичность. При сварке в воздух выделяется минимум токсичных и опасных для сварщика соединений. Это позволяет варить детали в закрытых или плохо проветриваемых помещениях. Есть и другие преимущества.
- Рутил – отличный полупроводник, поэтому розжиг дуги под воздействием тока осуществляется, как правило, мгновенно.
- Можно осуществлять сварку по влажной поверхности и металлу со следами коррозии (до 30% следов окислов от общей площади зоны сварки). Это еще одно преимущество перед стержнями с основным покрытием.
- Электродуга горит в равной степени стабильно не только при постоянном, но и при переменном токе. Это выгодно отличает рутиловые электроды от присадок с кислой обмазкой.
- При правильной технологии сварки в металле получаемого шва исключено появление межкристаллитных трещин – как холодных, так и горячих.
- Рутиловые электроды для сварки отлично справляются с прихватками и короткими швами, требующими многократный поджиг – дуга отлично разжигается и так же устойчиво горит.
- После сварки шов получается мелкочешуйчатым и ровным, а корка шлака легко отделяется. Если и необходима шлифовка шва, то она, как правило, минимальна.
Изделия отлично справляются не только со стыковыми швами – большинство из них подходит для сварки швов внахлест и угловых соединений.
Недостатки рутиловых электродов
В числе условных минусов электродов с рутиловым покрытием (впрочем, как и с любым другим) – некоторая ограниченность в использовании. Их применяют в основном для работы с низкоуглеродистыми и низколегированными сталями. Исключено использование для сварки конструкций из сталей с высоким содержанием углерода.
Перед работой необходимо тщательно настроить мощностные показатели. При повышенном напряжении и силе тока ухудшается стабильность горения дуги, возникают риски ухудшения качества шва. Следует учитывать, что при сварке в нижнем положении значение силы тока обычно снижается на 20%.
Также перед работами нужно обязательно просушить стержни и выполнить их прокалку – для подавляющей части продукции рекомендуется прокаливание в течение часа при температуре от 140 до 200 °C.
Где применяются
Несмотря на некоторые ограничения в использовании, электроды с рутиловым покрытием применяются в широчайшем спектре работ, включая сварку ответственных и особо ответственных конструкций.
- Монтаж и ремонт водопроводных труб. Для выполнения ремонта нет необходимости полностью осушать участок трубопровода – попадание капель воды в зону сварки не грозит стабильности горения дуги.
- Монтаж и ремонт резервуаров.
- Строительство нефтепроводов и газовых магистралей.
- Соединение элементов в коллекторах водоснабжения.
- Прокладка распределительных сетей (генераторов и трансформаторов).
Также они хорошо подходят для ремонтной наплавки. Дают прочный и толстый шов при восстановлении деталей, работающих в условиях интенсивного истирания и высоких абразивных нагрузок.
Электроды с рутиловым покрытием – марки
На рынке представлены десятки отечественных и зарубежным марок электропроводников с данным покрытием. Перечислим наиболее широко используемые в России.
- МР-3 – марка популярна как у профессионалов, так и у новичков, поскольку позволяет освоить технику сварки достаточно быстро. Материал подходит для соединения деталей средних и больших толщин. Варить можно как на постоянном, так и на переменном токе, допускается сварка короткими прихватками. Поверхность деталей должна быть чистой, перед сваркой необходима прокалка стержней в течение часа при температуре 150–180 °C.
- ОЗС-4 – допускают сварку изделий средней и большой толщины на повышенных режимах. Поверхность может быть влажной или со следами окислов. Рекомендуемая длина дуги – средняя, ток – переменный или постоянный любой полярности.
- ОЗС-6 – имеют рутиловое покрытие с железным порошком, благодаря чему обладают повышенной производительностью. Хорошо подходят, когда необходимо проварить стыковые соединения с увеличенными или нерегулярными зазорами.
- ОЗС-12 – позволяют получить качественный сварной шов при работе с окисленными поверхностями. Варить можно как на короткой, так и на удлиненной дуге. Рекомендуются для работы с тавровыми соединениями. Также в числе плюсов – возможность сварки на предельно низких токах, в том числе от бытовой сети с использованием стержней небольшого (2–3 мм) диаметра.
- АНО-21 – отлично зарекомендовали себя при работе с нахлесточными, угловыми и стыковыми соединениями. Хорошо справляются с корневыми швами деталей большой толщины (до 5 мм). Варить можно в любом пространственном положении, что позволяет выполнять сложные монтажные работы напрямую на объекте. Сварка на переменном и постоянном токе любой полярности, на поверхности допустимы следы ржавчины.
- АНВ-29 – в отличие от подавляющего большинства рутиловых электродов позволяют варить высоколегированные стали, в частности, – хроммолибденовые аустенитного класса (нержавейку AISI-304 и т. д.).
Среди зарубежных аналогов широко востребованы такие марки, как ОК 46.00 (ESAB), Omnia 46 (Lincoln Electric), UTP 612 (Böhler Welding) и ряд других.
Сварочные рутиловые электроды выпускает Магнитогорский электродный завод. Продукция МЭЗ давно заслужила высокую оценку как экспертов и профессионалов, так и тех, кто использует этот материал только в быту. Все изделия имеют соответствующие сертификаты и сопровождаются подробными инструкциями по применению.
Возможно, вас заинтересует
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Типы и виды покрытия электродов для сварки

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
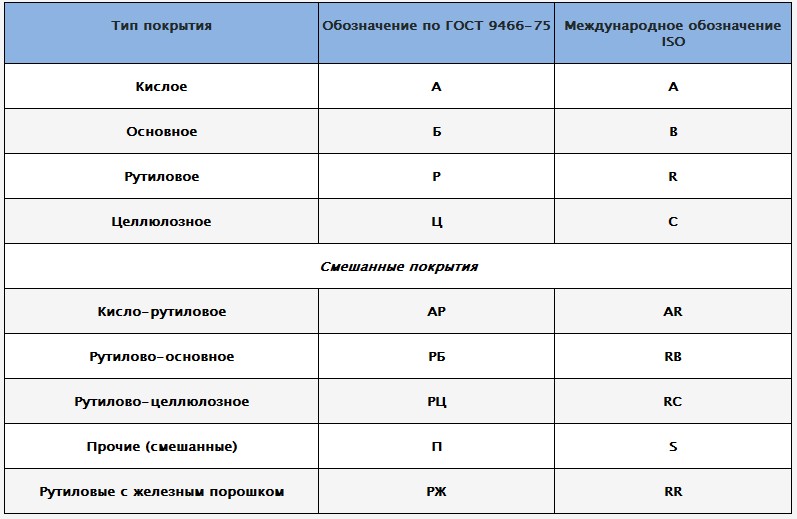
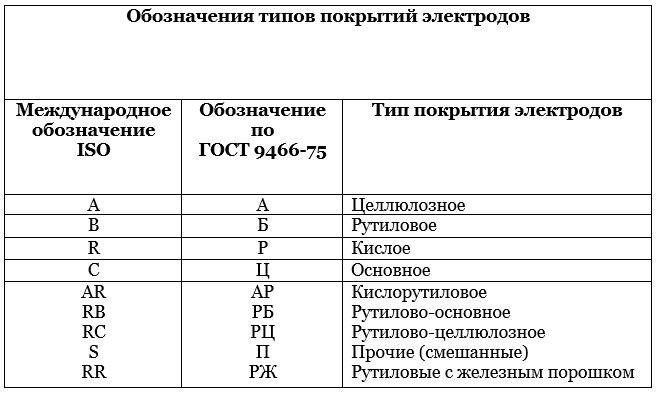
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Больше полезных материалов:
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые. По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Области применения
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Области применения
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- GOODEL-OK46 – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Области применения
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Популярные марки электродов с основным видом покрытия
- GOODEL-52U – основное, тип Э50А
- УОНИ-13/55 – основное, тип Э50А
- ЦУ-5 – основное, тип Э50А
- ТМУ-21У – основное, тип Э50А
Подпишись, у нас интересно:
Поделиться с друзьями:
Покрытие сварочных электродов: виды и назначение
Сварочный электрод – расходный материал, используемый при проведении сварочных работ. Он представляет собой прут из металлического или неметаллического материала, способного проводить ток.
Всю информацию о видах электродов, а также об этапах ручной дуговой сварки вы можете изучить, прочитав пост на нашем канале в Дзен.
В этой статье мы подробно разберем виды покрытий плавящихся сварочных электродов: определим, электроды с какой обмазкой больше подойдут начинающим сварщикам, расскажем, какие электроды используют для сварки труб и ответственных конструкций, а какие расходники являются наиболее экологичными и безопасными для здоровья.
Определение и виды покрытия у сварочных электродов
Покрытие или обмазка электрода – это смесь порошкообразных материалов, которые наносят на сердечник. Покрытие помогает избежать попадания вредных включений в сварочную ванну.
Выделяют 4 основных вида покрытия:
- Рутиловое (Р);
- Основное (Б);
- Кислое (А);
- Целлюлозное (Ц);
Рутиловое покрытие (Р)
Рутиловые электроды для сварки считаются наиболее востребованными на рынке. Шлаковую основу покрытия составляет природный рутиловый концентрат. Эти стержни экологичны и просты в использовании, поэтому подойдут для работы как в промышленных условиях, так и для бытовых нужд. Электроды с рутиловым покрытием преимущественно используют для вертикальной сварки и соединения тонких металлических пластин.
- Быстрое разжигание дуги и возможность повторного зажигания;
- Тонкий эстетичный шов, который не сгибается при эксплуатации;
- Легкость отделения шлака;
- Возможность осуществлять сварочные работы даже в условиях повышенной влажности;
- Возможность повторного использования без удаления нагара, что требуется при работе с другими покрытыми электродами;
- Экологичность состава покрытия позволяет проводить сварочные работы в закрытых пространствах.

- Возможность работы с ограниченным количеством металлов. Например, рутиловые электроды не подойдут для сварки высокоуглеродистых сталей. Дело в том, что осуществлении сварки сталей с высоким содержанием углерода выделяется большое количество водорода, что делает шов пористым и хрупким.
- При повышении напряжения тока свойства сварки могут ухудшиться.
Основное покрытие (Б)
Шлаковая основа электродов с основным покрытием состоит из карбоната кальция и магния, а также плавиковых шпат, поэтому такие стержни называет фтористо-кальциевыми. Особенности химического соединения покрытия обеспечивают высокий коэффициент щелочности образующихся шлаков, а также создают газозащитную среду, которая не сопровождается выделением водорода. Это отличает основные электроды от рутиловых и дает первым существенное преимущество при сварке высоколегированных сталей. Основное покрытие отлично подойдет для соединения жестких конструкций, а также для сварки трубопроводов.
- Высокие показатели пластичности и ударной вязкости;
- Малая окислистельная способность;
- Возможность формировать швы любого пространственного положения.
- Повышенная чувствительность к влаге. Из-за этого сварочные электроды с основным покрытием рекомендуется хранить в сухом месте;
- Наименьшая стабильность горения дуги из всех покрытых электродов. Из-за этого при сварке основными электродами не рекомендуется использовать переменный ток;
- Удлинение дуги может привести к появлению пор в готовом сварочном шве.
- Есть риск образования пор в швах при наличии ржавчины или окалины на свариваемой поверхности металла.
Кислое покрытие (А)
Шлаковая основа ММА-электродов с кислым покрытием содержит в составе марганцевые и железные окислы, а также кремнеземы и окислы титана. Благодаря этому на месте сварки выделяется значительное количество кислорода, что способствует увеличению текучести сплава. Однако важно помнить, что активное выделение кислорода также приводит к потере легирующих компонентов в металле сварочного шва. В связи с этим, кислые электроды применяют только для низкоуглеродистых сталей.
Электроды с кислым покрытием активно используются в сфере строительства при сварке поверхностей, пораженных ржавчиной и окалиной. Кроме того, отсутствие высоких требований к качеству шва, а также отсутствие необходимости в предварительной подготовке материалов делают эти стержни хорошим вариантом для домашнего использования. Технически они могут использоваться как для горизонтальной, так и для вертикальной сварки, но опытные сварщики советуют применять их только в нижнем положении из-за риска разбрызгивания металла.
Будьте аккуратны! При проведении сварочных работ соединения кислого покрытия электродов, которые образуют их шлаковую основу, выделяют токсичные вещества. Это может навредить вашему здоровью, поэтому мы рекомендуем воздержаться от использования данного вида электродов в замкнутых пространствах.
Преимущества
- Легкость зажигания и стабильность горения дуги;
- Возможность проведения сварочных работ со ржавыми металлами;
- Ровный шов;
- Легкость в отделении шлака.
-
Недостатки:
- Токсичность;
- Сильное разбрызгивание металла в процессе сварки;
- Низкая степень ударной вязкости шва;
- Ограниченность сферы применения.
- Широкая сфера применения;
- Возможность варить в любом пространственном положении;
- Легкость в отделении шлака;
- Повышенная прочность шва.
- Кислотно-рутиловое покрытие;
- Рутилово-целлюлозное покрытие;
- Рутилово-основное покрытие.
Целлюлозное покрытие (Ц)
Шлаковую основу целлюлозных электродов составляют органические элементы, поэтому они выделяют намного меньше токсичных веществ при использовании. Электроды с целлюлозным покрытием предназначены для сварки низкоуглеродистых сталей высокой и средней легированности. Целлюлозными стержнями можно варить в любом пространственном положении, в том числе и по вертикали сверху вниз. Они широко применяются для сварки труб, которые работают в условиях высоких температур.
Для вашего удобства мы подготовили таблицу, чтобы вы сравнили преимущества каждого покрытия самостоятельно и оперативно подобрали себе нужный материал.
Во всех пространственных положениях. При сварке в нижнем положении сила тока снижается на 20%
— быстрое зажигание дуги;
— тонкий эстетичный шов;
— легкость отделения шлака;
— возможность осуществлять работы в условиях повышенной влажности.Серый;
Синий;
Зеленый;
КрасноватыйВо всех пространственных положениях, кроме вертикального шва сверху вниз
— высокие показатели пластичности и ударной вязкости;
— малая окислительная способность;
— качественный шов без трещин.Во всех пространственных положениях, однако вертикальная сварка не рекомендована
— быстрое зажигание дуги;
— стабильное горение дуги;
— ровный шов;
— легкость в отделении шлака.Во всех пространственных положениях
— широкий спектр сфер применения;
— легкость в отделении шлака;
— повышенная прочность шва;
— экологичность.Светло-серый с коричневым оттенком
В нашем ассортименте вы сможете найти рутиловые (Р) и основные (Б) сварочные электроды СЗСМ. Первые отлично подойдут для несложных ремонтных работ, вторые обеспечат качественный шов особо ответственных конструкций. Если остались какие-либо вопросы – напишите нам на почту hello@skmt.ru, и мы с удовольствием вас проконсультируем.

А мы уже готовим для вас полноценный гид по сварочным электродам.
Следите за обновлениями!