Газобетон плюсы и минусы

Прежде, чем разобрать плюсы и минусы газобетона, необходимо уточнить, что газобетон бывает двух видов — неавтоклавного и автоклавного твердения. Рассмотрим отличия автоклавного и неавтоклавного газобетона.
Неавтоклавный газобетон твердеет в стандартных условиях (в камерах термической обработки). Такая технология производства обеспечивает минимальные расходы на оборудование и электроэнергию.
Сырьем для производства являются цемент, минеральный заполнитель (песок, зола-уноса, доломитовая пыль), вода, газообразующая добавка (на основе алюминиевой пудры) и модифицирующие добавки.
Автоклавный газобетон получают в результате твердения газобетона в автоклавах, при температуре 120-200 о С и давлении P =1,4 МПа. Сырьем для производства газобетона являются: известь, цемент, минеральный заполнитель, вода, газообразующая добавка (на основе алюминиевой пудры) и модифицирующие добавки. За счет использования извести, значительно сокращается расход цемента, соответственно, себестоимость по сырью у автоклавного газобетона ниже, чем у неавтоклавного. Автоклавное твердение обеспечивает газобетону более высокую прочность в отличие от неавтоклавного.
Можно выделить следующие плюсы автоклавного и неавтоклавного газобетона в строительстве:
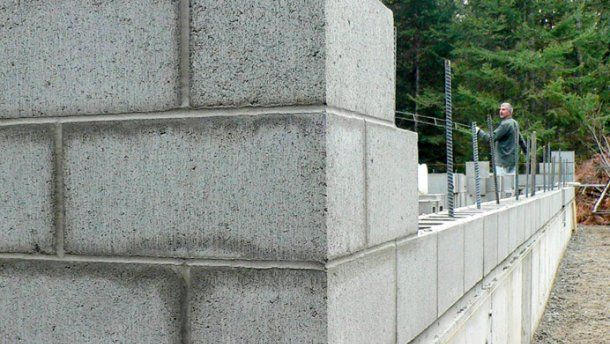
1. Экономичность строительства. Невысокая стоимость материала, а также большие размеры блоков при малом весе обеспечивают снижение расходов на строительство.
2. Низкая плотность, низкая теплопроводность. Газобетонные блоки имеют плотность от 400 до 800 кг/м 3 и коэффициент теплопроводности от 0,1 до 0,21 Вт/(м* о С), поэтому являются легкими и теплыми.
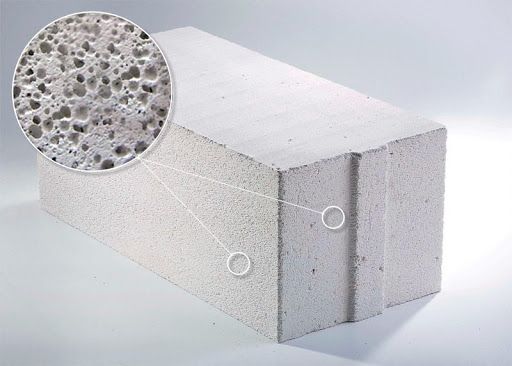
3. Хорошая звукоизоляция. За счет пористой структуры газобетон обеспечивает изоляцию шума в 10 раз лучше, чем кирпичная стена такой же толщины.
4. Пожаробезопасность. Газобетон является негорючим материалом, устойчив к воздействию огня, имеет первую степень огнестойкости, тем самым превосходя обычный бетон.
5. Паропроницаемость. За счет открытопористой структуры, газобетон имеет хорошую паропроницаемость. Коэффициент паропроницаемости составляет от 0,23 до 0,4 мг/(м*ч*Па). Дома из газобетона «дышат», в них комфортный микроклимат.
6. Экологичность. В состав газобетона входят природные, экологически чистые компоненты. Материал не выделяет вредных веществ, не стареет и не подвержен гниению. Радиационный фон составляет около 9-11 мкР/ч. Для сравнения, уровень радиационного фона в Москве составляет в среднем 13-15 мкР/ч.

Теперь рассмотрим минусы газобетона:
Для производства автоклавного газобетона требуется очень дорогое оборудование, большие энергозатраты и производственные площади. Поэтому мелкосерийный выпуск блоков становится невыгоден. И это главный минус автоклавного газобетона. В этом плане производство неавтоклавного газобетона становится наиболее привлекательным для малого бизнеса.
У автоклавного газобетона имеется еще один недостаток – из-за повышенного водопоглощения, необходимо исключать воздействие окружающей среды на материал, т. е. обязательно закрывать автоклавный газобетон штукатуркой, декоративными фасадами и т. д.
Отличия автоклавного и неавтоклавного ячеистого бетона и их общее описание
Ячеистый бетон — искусственный каменный материал на основе минерального вяжущего вещества и кремнеземистого компонента с равномерно распределенными по объему порами.
Ячеистые бетоны бывают. В зависимости от требований к изделиям и технологии в качестве вяжущего наполнителя могут использоваться цемент, известь, гипс или их композиции, а в качестве дисперсного — песок (молотый или немолотый) или зола ТЭЦ.
В зависимости от технологии изготовления различаются газобетон и пенобетон. Современная технология производства пенобетона осуществляет поризацию за счет введения пенообразователей, а газобетон производится за счет веществ, выделяющих газ при химических реакциях, обычно порошкообразный алюминий. Во время производства газобетона происходит реакция между металлическим алюминием и щелочью, выделяется водород, который и поризует смесь.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления, в результате получают бетоны разной плотности и назначения. Ячеистые бетоны делят на три группы:
- теплоизоляционные плотностью в высушенном состоянии не более 500 кг/м3;
- конструкционно-теплоизоляционные (для ограждающих конструкций) плотностью 500-900 кг/м3;
- конструкционные (для железобетона) плотностью 900-1200 кг/м3.
2. Материалы для ячеистого бетона.
Вяжущим для цементных ячеистых бетонов обычно служит портландцемент. Бесцементные ячеистые бетоны (газо- и пеносиликат) автоклавного твердения изготовляют, применяя молотую негашеную известь.
Вяжущее применяют совместно с кремнеземистым компонентом, содержащим двуоксид кремния.
Кремнеземистый компонент (молотый кварцевый песок, речной песок, зола-унос ТЭС и молотый гранулированный доменный шлак) уменьшают расход вяжущего, усадку бетона и повышают качество ячеистого бетона. Кварцевый песок обычно размалывают мокрым способом и применяют в виде песчаного шлама. Измельчение увеличивает удельную поверхность кремнеземистого компонента и повышает его химическую активность.
Обычно очень экономически выгодно применение побочных продуктов промышленности (зола-уноса, доменных шлаков, нефелинового шлама) для изготовления ячеистого бетона.
Вспучившие теста вяжущего может осуществляться двумя способами: химическим, когда в тесто вяжущего вводят газообразующую добавку и в смеси происходят химические реакции, сопровождающиеся выделением газа; механическим, заключающимся в том, что тесто вяжущего смешивают с отдельно приготовленной устойчивой пеной.
Ячеистые бетоны делят на изготовления на пенобетон и газобетон, отличие которых в способе производства, существуют также готовые схемы производства, которые заливают пенобетон: формы по заданным типоразмерам.
3. Газобетон и автоклавный метод
Производство автоклавного газобетона происходит из смеси портландцемента (часто с добавкой воздушной извести или едкого натра), кремнеземистого компонента и газообразователя.
По типу химических реакций газообразователи делят на следующие виды: вступающие в химические взаимодействие с вяжущим или продуктами его гидратации (алюминиевая пудра); разлагающиеся с выделением газа (пергидроль); взаимодействующие между собой и выделяющие газ в результате обменных реакций (например, молотый известняк и соляная кислота).
Чаще всего газообразователем служит алюминиевая пудра, которая, реагируя с гидратом окиси кальция, выделяет водород.
Литьевая технология предусматривает отливку изделий, как Правило, в отдельных формах из текучих смесей, содержащих до 50-60% воды от массы сухих компонентов (водотвердое отношение В/Т = 0,5-0,6). При изготовлении данного вида бетона применяемые материалы — вяжущее, песчаный шлам и вода, дозируют и подают в самоходный газобетоносмеситель, в котором их перемешивают 4-5 мин; затем в приготовленную смесь вливают водную суспензию алюминиевой пудры и после последующего перемешивания теста с алюминиевой пудрой газобетонную смесь заливают в металлические формы на определенную высоту с таким расчетом, чтобы после вспучивания формы были заполнены доверху.
Избыток смеси («горбушку») после схватывания срезают проволочными струнами. Для ускорения газообразования, а также процессов схватывания и твердения применяют «горячие» смеси на подогретой воде с температурой в момент заливки в формы около 40°С.
Тепловую обработку бетона производят преимущественно в автоклавах в среде насыщенного водяного пара при температуре 175-200°С и давлении 0,8-1,3 МПа.
Итак, газобетон: технология производства включает в себя следующее:
- бетоносмеситель, который замешивает раствор со всеми компонентами
- вылить в форму где он «вспучивается» под действием химической реакции
- удалить излишки смеси («шапку»)
- провести автоклавную обработку
4. Пенобетон и неавтоклавный метод
Существует несколько технологий производства пенобетона. Наибольшее распространение получили 2 технологии: производство при помощи пеногенератора и в установках кавитационного типа. На данном сайте представлены установки кавитационного Санни-014 и Санни-025. С нашей точки зрения они более перспективны и экономически выгодны (надежней, проще и дешевле), поэтому рассмотрим производство пенобетона на примере Санни-014. Технология приготовления пенобетона достаточно проста. В цементно-песчаную смесь добавляется пенообразователь и под давлением смешивается в барокамере. После перемешивания компонентов смесь готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д. Такой пенобетон с успехом можно использовать для заливки полов, кровли, а также для монолитного строительства.
В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология. Кроме простоты производства, пенобетон обладает и множеством других положительных качеств. Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 200 кг/м3 до самых предельных значений легкого бетона 1200-1500.
5. Сравнение пенобетона и газобетона
Газовый бетон имеет два преимущества — он более прочный и на него легче ложится штукатурка. По всем остальным параметрам он уступает пенобетону. Плюс надо учесть, что производство оборудования газобетона значительно дороже — оно исчисляется в сотнях тысячах долларов, а оборудования для производства пенобетона стоит около 100000рублей.
Пенобетону присуща закрытая структура пористости, то есть пузырьки внутри материала изолированы друг от друга. В итоге при одинаковой плотности пенобетон плавает на поверхности воды, а газовый бетон тонет. Таким образом, пенобетон обладает более высокими теплозащитными и морозостойкими характеристиками. Благодаря этим свойствам пенобетон может использоваться в местах повышенной влажности и на стыках холод — тепло, т.е. там, где применение газового бетона недопустимо.
Пенобетон вообще не впитывает влагу, в отличие от газового бетона, имеющего сквозные поры, т.к. структура пенобетона — это скрепленные между собой замкнутые пузырьки — отсюда и название — «пенобетон».
Также пенобетон является экологически чистым материалом.
Из-за перечисленного выше большинство работ по утеплению кровли, трубопроводов, внешних стен, подвалов и фундаментов проводят с помощью пенобетона. Соответственно и на перегородки большинство строителей предпочитает брать пенобетонные блоки.
6. Выводы
Из данной статьи можно сделать однозначный вывод — за производством пенобетона будущее. Причем очень востребованы небольшие производства, которые по заказу смогут лить пенобетон как непосредственно на строительном объекте, так и на своем производстве изготавливать перегородочные блоки, хотя производство газобетона в Санкт-Петербурге еще достаточно распространено. Ну и под конец на правах рекламы — для этого идеально подходит установка Санни-014, цены на которую Вы можете посмотреть в прайс-листе.
В настройках компонента не выбран ни один тип комментариев
Автоклавные и неавтоклавные газобетонные блоки: характеристики и показатели

Ячеистый бетон — это общее название всех легких блоков с множеством пор (ячеек) в своей структуре. Именно они придают улучшенные физико-механические свойства материалу. Для создания такой структуры в газобетонных блоках используют газ, который выделяется при реакции извести и алюминиевой пасты.
На крупных заводах газобетонные блоки получают с помощью автоклавной обработки — пропаривания материала в автоклавах (металлических капсулах) при высоком давлении в 12 атм и температуре 191°С. Это делают не только, чтобы ускорить процесс застывания смеси: в автоклаве в структуре блоков образуется тоберморит, минерал с уникальными эксплуатационными свойствами. Получается, что автоклавный газобетон — это искусственно синтезированный камень.
На мелких предприятиях в кустарных условиях изготавливают неавтоклавные бетоны. По факту это вспененный цементно-песчаный раствор, который застывает в формах под открытым небом. Такой материал сильно уступает автоклавному газобетону в своих свойствах, стены домов, построенных из него, быстро трескаются и разваливаются.

Характеристики газобетонных блоков
Качество
Автоклавный газобетон изготавливают крупные фабрики с высокой степенью автоматизации. Только так можно одновременно контролировать несколько десятков процессов, дозирование компонентов и исключить человеческий фактор на производстве. Этот материал выпускают согласно современному ГОСТу (2007 г.), поэтому покупатель может не сомневаться в их качестве.
Старый ГОСТ 1989 года куда менее требовательный. Согласно ему можно организовать производство с нестабильными показателями качества, имея только бетонно-растворную установку и опалубку, и получать таким образом неавтоклавный газобетон.
Прочность
Важным параметром газобетона является плотность, которая обозначается литерой D и цифровым значением плотности в килограммах на кубометр. Самыми ходовыми являются плотности D500 и D600. Автоклавные изделия на этих плотностях имеют класс по прочности на сжатие B2,5 и B3,5.

Неавтоклавный газобетон поигрывает автоклавному в прочности в целых два раза при одинаковой плотности.
Возможность крепления
В автоклавные газобетонные блоки можно крепить тяжелые объекты: кондиционеры, бойлеры и любые навесные фасады. Правильно подобранный анкер с таким основанием выдерживает нагрузку до 700 кг — не хуже оснований из кирпича или тяжелого бетона.
Стены же из неавтоклавных материалов куда более хрупкие: гвозди и шурупы просто вдавливаются в них руками. Поэтому обычное механическое крепление в этом случае невозможно.
Однородность
На производстве автоклавный газобетон твердеет одновременно с газообразованием по всему объему изделия. При этом крупные пузыри газа выгоняют из него специальными встряхивающими приспособлениями. Затем большой массив разрезают и получают одинаковые строительные блоки с равномерной пористой структурой.
Для получения неавтоклавного газобетона в бетонную смесь вводят газообразователи и перемешивают. Пузырьки, как более легкие компоненты, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке. Добиться одинаковых характеристик этих блоков невозможно. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
Усадка
Твердение бетона – сложный физико-химический процесс, при котором взаимодействуют цемент и вода. При твердении бетон набирает прочность.
Набор прочности неавтоклавным газобетоном длится несколько лет и сопровождается его значительной усадкой до 5 мм/м. Это приводит к растрескиванию готовой кладки: на здании появляются трещины, отслаивается отделочный слой, отваливается штукатурка.
Автоклавный бетон полностью набирает прочность уже при изготовлении, поэтому деформация ему не грозит: показатель усадки этих блоков не превышает 0,4 мм/м.
Экологичность
В доме из автоклавного газобетона всегда приятный микроклимат — он построен из экологичного воздухопроницаемого материала из минерального сырья. Газобетонные блоки не подвержены гниению и появлению грибка и плесени.
Стены из неавтоклавного ячеистого бетона плохо “дышат” и покрываются конденсатом, который приводит к появлению плесени. Кроме того, для вспенивания и маскировки трещин в блоке в материал добавляют химические вещества, которые выделяются и накапливаются в воздухе помещений. Проживание в таком доме может оказаться не только проблемным, но и опасным.
Форма и геометрия блоков
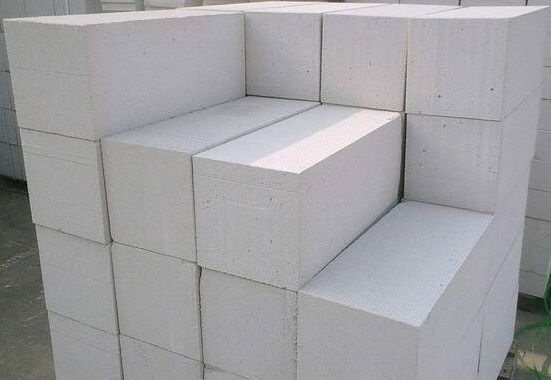
Автоклавные блоки получают, ровно нарезая большой массив газобетона. ГОСТ допускает лишь небольшие отклонения: по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм.
Неавтоклавный газобетон изготавливают с использованием сборной опалубки, которая со временем деформируется и изнашивается. Собрать ее правильно с каждым разом становится сложнее, появляются отклонения в геометрии блоков. Старый ГОСТ, по которому производят неавтоклавный материал, допускает отклонения до 5 мм по каждой стороне. Такой разбег в размерах блоков влечет увеличение толщины слоя раствора, усадки и числа мостиков холода. К тому же, выровнять построенную из них стену будет не так просто.
Теплоизоляция
Чем материал плотнее, тем теплоизоляция ниже. Неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но очень непрочный. Для прочной кладки понадобится неавтоклавный материал плотнее, а чтобы компенсировать плохую теплоизоляцию, придется увеличить толщину стены. В северных районах толщина стены из неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна составлять около 65-70 см.
Стена из автоклавных блоков даст те же показатели прочности и теплозащиты при толщине 40 см. При этом достаточно плотности D400-D500.
Как проверить качество газобетонного блока?
- Опустите случайный блок из партии в воду. Хорошие блоки не тонут,
- Сравните цвет блоков в партии. Они должны быть одинаковыми, разница в цвете может говорить о нарушении технологии производства,
- Измерьте случайный блок из партии, размеры должны соответствовать заявленным.
- Сломайте случайный блок, внутри и снаружи он должен быть однородным, без сколов, трещин и полостей.
- Взвесьте случайный блок. Он должен соответствовать заявленным показателям.
Чтобы не оказаться в числе недовольных застройщиков и владельцев домов из газобетонных блоков, обратитесь в Где Материал. Мы занимаемся продажей газоблоков уже несколько лет и собрали ведущих поставщиков с оптимальными ценами.
Чем отличается автоклавный газобетон от неавтоклавного?
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье. Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу. По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ. Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор. Ячеистая структура в нем формируется за счет введения и «взбивания» химических пенообразователей. Как правило, цех по производству пенобетона («заводом» назвать эту фабрику крайне сложно), небольшой по площади с преобладанием ручного труда и неквалифицированного персонала. Объем производства крайне мал, оборачиваемость средств низкая, поэтому экономить в таком производстве приходится буквально на всем, что явно не способствует повышению качества готового продукта. Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства. В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Что такое автоклавирование и для чего оно нужно?
Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191 о С) – позволяет получить материал с такими свойствами, какие невозможно получить в обычных условиях. Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит. Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор. Автоклавный газобетон и неавтоклавные материалы принципиально различаются по целому ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, автоклавный газобетон превосходит их по всем показателям.
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона

Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс. Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве. Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
2. Прочность

Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно. Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т.к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления

Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона. Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4. Однородность

При производстве автоклавного газобетона газообразование происходит одновременно во всем объеме материала. Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков. Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
5. Усадка при высыхании

Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности». Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится. Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич. Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят. К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
6. Экологичность
Автоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени. Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
7. Геометрия

Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя. Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года). Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
- — увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
- — увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
- — образуются мостики холода из-за толстых растворных швов
- — требуется трудоемкое выравнивание вертикальной поверхности стен
- — расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
- — увеличивается толщина и трудоемкость отделочных работ
- — снижается прочность кладки
8. Теплоизоляционные свойства
Плотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500. Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.

Подведем итоги
- — Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.
- — Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
- — Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
- — Автоклавный газобетон не дает усадки в процессе эксплуатации.
- — Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
- — Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
- — Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.
Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.