Как сделать нож из подшипника своими руками
Подшипник в современности можно купить по цене металлолома. Кроме роликов, самая ценная его часть – внешняя обойма. Сталь для подшипников, как известно, используется не самая дешевая, а очень даже хорошая. Поэтому сковать нож из нее – весьма почетно.
Чтобы металл стал мягким, его перед началом работы необходимо оставить в горне. Когда обойма остынет, с одной стороны ее нужно разрезать, чтобы развернуть. Затем горн снова разжигается и оставляется греть обойму. После того, как она покраснеет, ее нужно быстро зажать в тески и разогнуть. После еще одной процедуры разогрева можно начинать ковать.
Как правильно ковать нож
Сперва обойма расковывается до прямой настолько, насколько это вообще возможно для заготовки. Ковать нужно стараться, пока она остается малиново-оранжевого цвета. После десяти минут работы получится практически ровная заготовка.
Дождавшись остывания, ее можно устанавливать во фрезер, чтобы убрать бугры как минимум с части, где будет лезвие. Те же операции легко делаются напильником, так как металл на данном этапе мягкий и податливый.
Слесарные работы
Части металла на местах острия и хвостовика срезаются. Нож рождается именно в процессе слесарных работ, а вернее заготовка становится на него похожей. До закалки с ним можно работать даже напильником, хотя быстрее получится болгаркой.
Можно не бояться перегреть заготовку, поскольку термическая обработка еще впереди. Сама обойма подшипника идеально подходит в связи со своей формой. Из сечения в форме клина проще всего сделать клинок с односторонней заточкой.
Таким образом, спуск будет только с одной стороны, как у стамески. Обрабатывать нож можно как грубым зачистным кругом, так и лепестковым, вплоть до самого мелкого зерна.
Термическая обработка
Режим обработки берется из марочника стали. Зачастую необходимо нагреть заготовку до 840 градусов, потом опустить в воду и охладить до 200 градусов, а затем в масло до 80 и вынуть на воздух.
После остывания хвостовик пилится так же, как и сырая конструкционная сталь, а обух – сложнее. Сперва требуется убрать напряжение в металле. Чтобы сделать грамотный отпуск, нужна печь. Режим отпуска берется из того же марочника стали.
Уже не обойма и не заготовка
По завершению вышесказанных действий подшипник превращается в настоящий самодельный клинок. Останется только посадить на него рукоять, который можно сделать из любого бруска древесины.
Сверлами трех разных радиусов сверлятся ступеньки, чтобы хвост в форме конуса надежно туда засел. Если есть желание навечно засадить клинок в рукоять, на хвосте можно сделать пропилы, за которые будет цепляться клей или эпоксидная смола. Забивая рукоять, нужно быть осторожным и не пробить рабочую поверхность насквозь.
Как придать лезвию оттенок
Клинок необходимо нагреть до 100 градусов, чтобы мгновенно прошла реакция с раствором хлорного железа. Особенно хорошо будет видна разница оттенков в месте снятого спуска и уровня раствора. При желании таким образом можно сделать нож красивого серого цвета, причем матовым.
Сломать самодельный клинок по обговоренной технологии не получится, даже если зажать его в тиски и бить кувалдой, учитывая, что толщина лезвия получится около 5 мм. Стойкость к жестким воздействиям объясняется тончайшими зернами, которые можно увидеть только на поверхности излома. Точиться нож из подшипника будет тоже хорошо по той же причине.
Делаем нож из обоймы подшипника своими руками

Нож из подшипника делается в достаточно кропотливый способ. Если для изготовления самодельного ножа из рессоры можно использовать метод отпуска, механическую обработку металла и последующую закалку, то нож из подшипника получится только путем ковки.
Особенность этого процесса состоит в том, что подшипник имеет круглую обойму, а для распрямления ее на металлическую полоску подойдет только лишь один вариант – сковать.
Ковка ножа из подшипника

Распиливать подшипник рекомендуется наискосок – когда будем ковать, носик сможем сформировать в более легкий способ.

Автор использовал сплав Шх15 – это сталь, которая легирована хромом. Перед тем, как приступать к ковке, сплав отжигаем, оставляем в печи или горне, чтобы медленно остыл – примерно 20–60 градусов в час. По отжигу сталь приобретает пластичность, теперь ее ковать удобнее.

Обойму выпрямляем, формируем клинок. Чтобы определить требуемую температуру ковки стали Шх15 – а это в пределах 800…1100°C, стоит использовать пирометр. Но если такового прибора нет, уровень нагрева определяем по цвету каления – где-то от вишнево-красного до темно-желтого.
Когда процесс ковки окончен, делается нормализация, в противном случае в металле останутся напряжения и при лучшем исходе во время закалки клинок поведет, а в худшем – лопнет на морозе, возможно с нанесением травм. Чтобы провести нормализацию, нагреваем клинок до 800…950°C, такую температуру выдерживаем недолго – и на воздух, на ровную поверхность, чтобы остыл.

Дальше можно переходить к слесарной обработке. Черновые спуски делаем путем ковки, остальное – с помощью гриндера или болгарки. Главное – толщину спусков должна быть не меньше 1 мм, в противном случае во время закалки лезвие будет вести.

Теперь – наверное, ключевой момент в изготовлении ножа. Это термическая обработка.
Для закалки медленно нагреваем клинок до 830°C – светло-красного цвета. Для определения нужно температуры можно использовать магнит – если металл больше не магнитится, значит достигнута нижняя температура закалки. После того как при такой температуре соблюдена выдержка 1 минута на каждый мм толщины клинка – охлаждаем в масле. При этом масло должно быть подогрето примерно до 50°C.
Не меньшую важность имеет процесс отпуска металла – можно сделать в духовке, t200°C, продолжительность – полтора часа. Здесь главное, чтобы этого не видела жена =)

Результат – в меру твердый клинок, надфиль можно едва зацепить, при нагрузке пружинит.

Дальше перейдем к рукояти. В качестве материала рукоятки автор взял березовый сувель, отваренный в соленой воде с хвойными опилками.



Готовая рукоять пропитывается – для этого берем горячее льняное масло.

Для полноценного ножа нужно соответствующее одеяние – то есть ножны.
Якуты для изготовления ножен для своих клинков используют бычий хвост. В наших широтах хвосты, да и быки в дефиците, но зато достаточно бересты. К сожалению, по фотографиям действует ограничение, поэтому для тех, кто будет интересоваться, сделаю продолжение – о ножнах.
Как сделать нож, автор Виктор Воронин, часть первая. Клинок
Всем доброго времени суток. В данном мастер-классе я подробно расскажу как сделать простой рабочий нож.
В качестве материала для клинка было решено использовать подшипник, который сделан из стали ШХ15

Сталь при правильной термообработке выдает очень неплохие прочностные и режущие характеристики, однако её главным минусом является склонность к коррозии. Сначала нужно распилить подшипник с помощью болгарки

Получаются вот такие две половинки

Далее переходим к ковке. Для этого я собрал простенький горн из нескольких кирпичей, трубы и улитки для поддува

Кладем наши половинки в горн, включаем поддув и ждем пока они нагреются до необходимой температуры

Когда металл нагреется до ярко оранжевого цвета, в первую очередь его необходимо выпрямить

После выпрямления половинки подшипника на ней остается желобок

Продолжаем ковать, чтобы избавиться от него и получить ровную полосу

В итоге получаем вот такие поковки

Для того чтобы металл стал мягким и легче обрабатывался делается отжиг. Для этого поковки нагреваются до закалочной температуры (примерно 850 градусов)

и закапываются в угли, оставаясь остывать вместе с горном до полного остывания

На следующий день я достал из горна уже остывшие поковки.

Для этого ножа я не рисовал никаких эскизов, поэтому приблизительную форму будущего клинка я нарисовал сразу на поковке

После вытачивания желаемой формы клинка на гриндере

с помощью напильников я выравниваю плечики клинка

Далее делаются углубления в хвостовике клинка для лучшего сцепления с рукоятью. Получаем такую заготовку

Теперь необходимо разметить границы будущих спусков с помощью штангенциркуля и маркера


Закрепляем клинок в приспособлении для выведения спусков

и делаем черновые спуски



Чтобы клинок не повело при закалке необходимо оставить толщину клинка на месте режущей кромки не менее 1 мм.
Переходим к закалке, но для начала надо сделать несколько циклов нормализации для того, чтобы сталь приобрела мелкозернистую однородную структуру. Чтобы сделать нормализацию, нагреваем клинок до закалочной температуры и даем ему остыть на воздухе


Повторяем данную процедуру 3 раза. В качестве охлаждающей среды при закалке я использую отработанное масло. Чтобы скорость охлаждения была оптимальной масло нужно подогреть примерно до 60 градусов. Для этого нагреваем кусок арматуры

и погружаем его в масло

Чтобы перестраховаться от поводок клинка после закалки я использую тиски с двумя стальными пластинами

Теперь переходим непосредственно к самой закалке. Нагреваем клинок до температуры примерно 850 градусов и быстро погружаем его в масло

Подержав клинок несколько секунд в масле, я зажимаю его между стальными пластинами и жду пока он полностью остынет

Вытаскиваем и смотрим – нет ли поводок

Далее проверяем удалась ли закалка, для этого берем стеклянную бутылку и царапаем ее

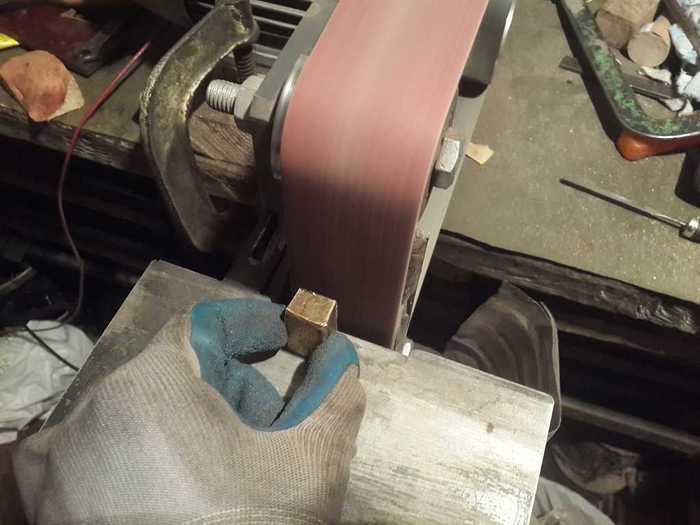
Если клинок уверенно царапает стекло, значит закалка удалась, и его твердость более 60 единиц. Чтобы клинок не был хрупким и не рассыпался как стекло при первом же падении необходимо сделать отпуск. Для этого я использую обычную духовку. Выставляем температуру в духовке 180-200 градусов и кладем туда клинок на 1 час. Следующий этап изготовления ножа — чистовое снятие спусков. Закрепляем клинок в приспособлении и приступаем к работе

Сначала обрабатываем грубой лентой

Далее шлифуем спуски более мелкозернистыми лентами , заканчивая лентой Р600. Получаем вот такой готовый клинок





Теперь приступаем к изготовлению больстера. Отпиливаем заготовку от прутка квадратного сечения.

потом распиливаем ее пополам

и обтачиваем на гриндере до необходимого размера
Получаем вот такую заготовку

При помощи штангенциркуля делаем разметку

Далее с помощью керна и молотка намечаем места в которых надо просверлить отверстия

Зажимаем в тиски и сверлим


Берем пробойник, который я сделал специально для этого, и соединяем несколько отверстий, чтобы в них мог пролезть надфиль

Надфилем аккуратно растачиваем отверстие до нужного размера, постоянно проверяя, чтобы не сточить лишнее

Заготовка для больстера готова

Теперь надо ее надеть на клинок. Делаю я это следующим образом: зажимаю в тиски дубовый брусок и втыкаю в него клинок, потом надеваю больстер на сколько это возможно, далее надеваю сверху ещё один больстер, в котором проделано большое отверстие, чтобы он подходил ко всем клинкам, он нужен для того, чтобы принимать все удары на себя и наш больстер не повредился. Потом я надеваю сверху всего этого стальную трубу и набиваю больстер несильными ударами

Получаем такой результат
Самостоятельное изготовление ножа из подшипника, советы новичкам

Популярные
На чтение 11 мин Просмотров 11.7к.
Современные изделия приносят своим владельцам немало разочарований. Эргономичные новинки популярных брендов отличает прекрасный дизайн. Однако по своим потребительским свойствам они часто ненамного превосходят дешевый ширпотреб. Подобная беда не миновала рынок ножей. Лезвия новомодных моделей ножей быстро тупятся, непрочные режущие кромки покрываются зазубринами. Полной противоположностью станет нож из подшипника, в изготовлении которого используется особо прочная сталь. По отзывам владельцев, острием такого самодельного ножа можно царапать стекло, металлическое лезвие режет мясо с костями без образования зазубрин.
Плюсы и минусы ножа из подшипника
Существуют самые разные способы изготовления ножей. В качестве металлической заготовки используются рессоры, поршневые клапаны судовых двигателей, ж/д костыли, стальные тросы, полотна пил, напильники, сверла. Не разочарует любителей качественного режущего инструмента и самодельный нож из подшипника.
Не стоит забывать, что по российским законам согласно ст. 223.4 УК РФ запрещено незаконное изготовление холодного оружия. На его изготовление и продажу требуется специальная лицензия.
Не проще ли вырезать стальное полотно из полосы подходящей толщины, чем разгибать и плющить толстостенное кольцо подшипника? Однако весь смысл такого выбора заключается в том, чтобы задействовать особопрочную марку низколегированной стали. Большие трудозатраты в процессе обработки оправданы неординарными свойствами получаемых ножей. Секрет заключается в особом химическом составе «подшипниковой» стали ШХ15, о котором можно судить по таблице.
| Наименование | С | Si | Mn | Cr |
| % содержания | 0,95 — 1,0 | 0,17 — 0,37 | 0,2 — 0,4. | 1,35 — 1,65 |
Следует обратить внимание на достаточно низкое процентное содержание хрома, что позволяет оставаться Cr в составе цементита. Если говорить о самой структуре металла, то она отличается однородностью, что повышает пластичность и вязкость металла подшипника. Это позволяет стали показывать высокую стойкость к смятию в составе изделий, отлично держать кромку ножа. Отличительным свойством стали считается способность в результате температурной обработки:
- заметно улучшать показатели прочности до 61-64 HRC;
- приобретать высокую износоустойчивость.
Благодаря высокой контактной выносливости заточка ножа производится не чаще 1 раза в полугодие. Закаливать нож из «подшипниковой» стали лучше в диапазоне температур от 810 ºС до 850 ºС, а отпускать при 160–200 ºС. К недостаткам ножей из подшипника следует отнести обезуглероживание металла при неправильной термообработке и появление пятнышек ржавчины при хранении во влажном помещении.
Необходимые материал и инструменты
Помимо самого подшипника в процессе изготовления ножа понадобятся:
- деревянные накладки для рукояти;
- латунные штифты для заклепок;
- эпоксидная смола с отвердителем;
- масло, антисептическая пропитка для дерева;
- расходные материалы: бумага, полиэтиленовая лента, маркер.
Масло для закалки берется минеральное или растительное, подойдет старое трансформаторное или автомобильная отработка. Понадобится бумага для ксерокса формата А4 или А3, оберточная для зажима лезвия в тисках, шлифовальная разной зернистости для ошкуривания металла и древесины.
Необходимо иметь в наличии соответствующее оборудование и инструменты, а также запастись следующей оснасткой:
- болгаркой с абразивным диском и шлифовальным кругом;
- наковальней или аналогом из обрезка двутавра;
- молотом 4 кг, молотком 1 кг, кузнечными клещами и струбцинами;
- слесарными тисками, зубилом;
- печью или кузнечным горном;
- бытовой духовкой;
- настольным сверлильным станком;
- полировальной машиной;
- ленточной шлифовальной машиной (гриндером);
- дремелем;
- электролобзиком и стамеской.
Особые требования предъявляются к печи, она должна разогреваться до 1100 ºС, что в зоне горения обычного очага недостижимо. Необходима толстостенная печь из металла, растапливаемая древесным углем. Обычную вытяжку необходимо переоборудовать, оснастив приточным вентилятором.
Диск болгарки лучше всего брать абразивный, чтобы проще было распилить обойму подшипника. Подойдет насадка с алмазным покрытием. Не стоит пытаться использовать в болгарке фрезу – она только будет скользить по поверхности подшипника из закаленного металла.
Дополнительно, если отсутствует достаточный опыт работы с кузнечными клещами, потребуется электросварка. С ее помощью к заготовке приваривается арматурина, которая станет удобным держаком заготовки ножа при ковке металла тяжелым молотком.
Если следовать рекомендациям владельцев ножей из подшипника, не помешает изготовить или приобрести специальное приспособление для заточки инструмента. Оно позволит поддерживать на высоком уровне режущие свойства ножа в процессе последующей эксплуатации.

Обработка подшипника и подготовка детали к ковке
В качестве заготовки ножа подойдет подвесной подшипник карданного вала автомашины или любой другой диаметром 100–150 мм. Например, допускается использовать экземпляры требуемых размеров от осевого механизма и приводного оборудования станков, подвижных агрегатов. Непосредственно исходником служит самая массивная часть изделия, называемая наружной обоймой подшипника. Она изготовлена из конструкционной стали марки ШХ15.
Способы разборки подшипника бывают разными. Поскольку кроме наружной обоймы ничего не понадобится, а расколоть обечайку ни в коем случае нельзя, применим самый «гуманный» способ – пиление металла болгаркой. Подшипник лучше зажать в тиски и распилить по возможности и внутреннее кольцо. Пилить внешнее кольцо лучше наискосок, тем самым формируя носик ножа. После распила зубилом разрушается сепаратор и удаляются все внутренности вместе с шариками. Если требуется, место среза разжимается слесарным инструментом. Окружность должна быть на 1–2 см длиннее ножа, поэтому лишние сантиметры заготовки отпиливаются.



Отжиг и ковка заготовки
Сталь легирована хромом, поэтому перед ковкой ее обязательно следует отжечь. Нужно сначала деталь нагреть докрасна в печи и, не давая остыть, выправить молоточком на наковальне. Сталь становится пластичной и после медленного остывания в печи со скоростью 20–40 градусов в час готова к ковке.
Самый ответственный этап ковки подшипниковой стали следует проводить в интервале температур от 800 ºС, которой соответствует вишнево-красный цвет каления, и до 1100 ºС, сопровождаемой темно-желтым свечением. При наличии бесконтактного пирометра температуру поверхности металла можно определить с точностью ± 1,5 ºС.
Следует предварительно потренироваться в нагреве и ковке металла на обычном прутке. Чтобы не сломать заготовку под ударами молота, лучше лишний раз накалить металл, чем продолжать обрабатывать охлажденным. Контролировать температуру проще по цвету каления, при появлении тусклого вишневого свечения надо сразу помещать деталь в печь.
Деталь ножа после нагрева укладывается на наковальню и плющится молотками до требуемой толщины. При отсутствии опыта работы в кузне, можно ограничиться выпрямлением заготовки, заменив операцию ковки обдиркой заготовки. Правильной считается такая техника ковки ножа, при которой:

- проковка производится смещением металла с середины полотна к кромке лезвия, постепенно истончаясь;
- округливание острия производится c одновременной оттяжкой заготовки ножа по длине;
- после окончательной раскатки пластины остается припуск не более 2 мм.




Обдирка и шлифовка поковки, перенос контуров с шаблона
После этого деталь обдирается на точиле или ленточной шлифовальной машине. В процессе обработки снимаются лишние слои металла и неровности, а поверхность становится идеально ровной и блестящей.
На следующем этапе на бумаге подготавливается шаблон режущего инструмента в масштабе 1:1. Ножницами вырезается бумажная копия и обводится маркером на отшлифованной пластине. Случается, перенесенный на заготовку абрис трудноразличим или стирается в процессе последующего выпиливания. В этом случае следует продублировать контуры ножа, процарапав линии на металле чертилкой. Вместо нее подойдет любой слесарный инструмент с острием из инструментальной стали.
Пластина зажимается в тисках и обрезается болгаркой по шаблону. В наиболее криволинейных участках делается много надрезов, «ступенькой» вырезают маленькие фрагменты металла. С целью убрать оставшиеся кусочки и зазубрины полуфабрикат ножа обтачивается шлифовальной насадкой.



Заточка и шлифовка лезвия
Переходим к такому важному моменту, как заточка ножа. При ее осуществлении важна симметричность заточки с обеих сторон лезвия. Также необходимо создать необходимый угол скоса лезвия ножа, который для обычных ножей делается 15 – 25º. На бритвах угол наименьший 8–15 градусов, на туристических ножах 25–30º. Вручную на оселке острить полотно ножа непроизводительно. Просто и качественно это делается на ленточном шлифовальном станке, называемом гриндером.
Если требуется заточить нож до остроты бритвы, используются специальные точильные приспособления со сменными абразивными брусками. С помощью такой оснастки не проблема создать любой угол наклона спуска от обушка ножа или спуска режущей кромки ножа.
Когда грубая формовка и заточка ножа завершены, наступает очередь тонкой обработки металла на шлифовальной машине и дремеле с насадкой. Сверлятся сквозные отверстия под штифты крепления рукояти ножа. С целью лучшего склеивания деревянных накладок с металлом делается около десятка несквозных отверстий по обеим сторонам хвостовика ножа.


Закалка и отпуск клинка
Термическая обработка производится с целью достижения сталью требуемых параметров и проводится в два этапа. На этапе закалки металл приобретает высокую твердость, прочность и износостойкость. Следует нагреть клинок в печи до 830 ºС и сразу поместить на один час в кюветку с маслом, разогретым до 50–60 ºС.
Как закалить нож из подшипника при отсутствии пирометра? Определить достижение требуемой температуры изделия в печи можно двумя способами:
- посыпаем инструмент поваренной солью и отмечаем момент плавления NaCl, он наступает по достижении t = 800 ºС;
- магнит перестает «прилипать» к металлу при температуре перестройки кристаллической решетки материала, наступающей перед плавлением.
Нагревать масло требуется для разжижения, чтобы оно лучше обволакивало самодельный инструмент. Во время обработки не следует переворачивать изделие, нельзя доливать или взбалтывать закалочную субстанцию. Следует быть особенно аккуратным с маслом. При погружении раскаленного металла оно имеет свойство воспламеняться.
На этапе отпуска достигают оптимального сочетания прочности, пластичности и ударной вязкости стали. Одновременно снимается внутреннее напряжение материала. Инструмент помещается в духовку, разогретую до температуры 170–200 ºС, где выдерживается в течении двух часов.
Охлаждение полуфабриката ручной работы до температуры окружающей среды происходит естественным путем в выключенной духовке.
Проверить качество закалки можно с помощью надфиля. Если при проведении по ребрам клинка он скользит, закалка ножа из подшипника достигла результата. Также способ тестирования заключается в попытке разрезать стеклянную бутылку, от лезвия на стекле должны остаться царапины. Таким клинком бреют волосы на руке, строгают подвешенный лист бумаги.

Очистка и травление
Неприглядная окалина и следы сгоревшего масла на откованном клинке убираются гриндером с шлифовальной лентой зернистостью 240–320. Оставшиеся после машинной обработки царапины удаляются вручную с помощью абразивной бумаги зернистостью 320–400. Обработка проводится прямолинейными движениями наждачной бумаги, направленными под углом 90 относительно направления царапин гриндера.
От шлифовки «нулевкой» Р400 переходят к полировке материалом с зернистостью 600–800. Смачивание абразивной шкурки водой позволяет эффективнее полировать изделие. Зеркальный блеск появляется после обработки пастой ГОИ или другим полировальным составом, нанесенным на кусочек кожи.
Дополнительной операцией травления на металлическую поверхность ножа наносят надписи, орнаменты, рисунки. Обычно используется техника, при которой на область изображения приклеивается трафарет, а поверхность вокруг заклеивается малярным скотчем. Затем наносится протрава на определенное время, после чего нож моется в воде.
Подготовка накладок
От правильного выбора материала для изготовления рукояти зависит эргономичность и общее восприятие ножа. В качестве исходного материала для изготовления рукояти ножа используют сплавы металлов, пластмассы, натуральная кожа, эластомеры. Незаменимы в этом качестве твердые и ценные породы древесины.
Накладные ручки, наиболее подходящие под хвостовик подшипникового ножа, состоят из 2 идентичных половин. Потребуется запастись обрезками металлического прутка для штифтов ручки ножа. В случае использования древесины, следуeт придерживаться следующей последовательности:

- обработанный антисептиком брусок зажимают в тисках и распиливают на 2 одинаковые части;
- чтобы устранить зазоры, тщательно ошкуривают стороны, соприкасающиеся с металлом;
- наносится контур рукояти ножа, вырезаются лобзиком две плашки;
- половинки накладываются на хвостовик, размечаются и сверлятся отверстия под штифты.
Сборка
Требуется развести эпоксидный клей. На соединяемые плашки следует нанести риски или продавить неглубокие вмятины для лучшей адгезии слоя эпоксидки. Обязательно следует обезжирить металлическую часть ножа, которая будет находиться внутри рукояти. Сборка производится в следующей последовательности:
- наносится эпоксидный клей на поверхности накладок со стороны рисок;
- половинки накладываются с обеих сторон хвостовика, в отверстия продеваются штифты, собранная рукоять оборачивается бумагой и плотно сжимается струбциной;
- после застывания эпоксидки резаком по дереву снимают фаски с ребер накладок ножа;
- наждаком на матерчатой основе с зернистостью 80 производят грубую обработку деревянных плашек ручки ножа;
- полосками наждачной бумаги полируют рукоятку вчистую.
Отполированная поверхность покрывается разогретым до 50–60 градусов льняным маслом. После впитывания процедура повторяется 2–3 раза. В последующем покрывать лаком рукоять ножа нет необходимости. Под воздействием ультрафиолетовых лучей масло полимеризуется, превращаясь в твердую эластичную субстанцию. Она заполняет мельчайшие поры древесины, защищая лучше любого лака рукоятку ножа от влаги и внешних воздействий.