Сварочный полуавтомат «Циклон» ПДГ 240
Полуавтомат углекислотный сварочный универсальный «Циклон» ПДГ-240 (ПДГ240) для однофазной сети питания предназначен для дуговой полуавтоматической сварки стальных конструкций толщиной от 0.5 до 7 мм плавящимся электродом — стальной сварочной проволокой диаметром 0.8 до 1,2 мм в среде защитного газа. Работа в области защитного газа обеспечивает серию преимуществ: исключает воздействие воздуха на расплавленный металл, поддерживает устойчивое горение дуги, исключает разбрызгивание капель и формирует высококачественное сварное соединение.
При перегреве ПДГ240 отключается автоматически. Конструкцией предусмотрена функция запуска двигателя (+12 В) и прогрева металла перед рихтовкой угольным электродом. Агрегат сварочный российский ПДГ240 отличается высокой производительностью и надежностью, благодаря простым, но эффективным схемным решениям. Комплектация: встроенная горелка 2,5 м, кабель массы с зажимом, держатель под еврокатушку для проволоки, инструкция по эксплуатации/паспорт, гофрокороб.
| Напряжение питающей сети, В | 1 фаза ≈ 220 ± 10% 50 Гц |
| Максимальная потребляемая мощность, кВт | 6,6 |
| Продолжительность работы (ПН) при максимальном токе, % | 15 |
| Режим углекислотного сварочного полуавтомата (СО2) | |
| Пределы регулирования напряжения холостого хода, В | 19-31 |
| Пределы изменения сварочного тока, А | 40-240 |
| Толщина свариваемого металла, мм | от 0,5+0,5 до 7+7 |
| Применяемая сварочная проволока, мм | 0,8-1,2 |
| Регулировка подачи проволоки, м/мин | Автоматически стабилизированная 0,5 — 10 |
| Емкость катушки для сварочной проволоки, кг | 2-5 |
| Задержка выключения газа, сек (не менее) | 1 |
| Режим пуска и прогрева (+12В) | |
| Максимальный ток при пуске и прогреве, А | 400 |
| Пределы регулирования напряжения холостого хода, В | 9,5-15,5 |
| Режим ручной дуговой сварки | |
| Максимальный ток сварки, А | — |
| Пределы регулирования напряжения холостого хода, В | — |
| Применяемый сварочный электрод, мм | — |
| Габаритные размеры, мм (не более) | 450 x 260 x 390 (Д x Ш x В) |
| Масса, кг (не более) | 31 |
Вы можете купить Сварочный полуавтомат «Циклон» ПДГ 240 не только оформив заказ на нашем сайте, но и позвонив по телефону 8-800-333-26-59 (бесплатно по России). Наши менеджеры ответят на все ваши вопросы о доставке и оплате товара.
| Отзывы |
Отзывы о товаре «Сварочный полуавтомат «Циклон» ПДГ 240″
 |
|
|
|
|
|
|
|
|
|
Обратите внимание, что отзывы появляются на сайте не сразу, а после проверки модератором, которая занимает некоторое время.
| Сопутствующие товары |
Настройка сварочного полуавтомата.

Для кого-то это вообще не проблема. Кто-то нашел «волшебное» соотношение крутилок и уже варит. Но о том, как настраивать полуавтомат «по фен шую» не сильно то и прочитаешь. Люди, обычно описывающие «как настроить», обычно являются опытными сварщиками и им непонятны проблемы новичков. Сам являюсь очень начинающим сварщиком, и думаю, что написанное мною будет полезно тем, кто впервые взял в руки горелку полуавтомата. На то, что предложенное мною, «истина» не претендую.
Для начала — немного «воды». Как должна «звучать» дуга (жжжжжжжжжззззззззззз) — описывать не буду. Поищите в You Tube видео и послушайте, штук 5-10, пока не поймёте какой должен быть звук. Как ни странно — звук дуги у меня был основным ориентиром.
Далее запоминаем, что для сварки в разных пространственных положениях, разных стыков и разных толщин металла будут требоваться разные настройки.
Не существует «волшебной» настройки, при которой будет варить всё.
Для некоторых — это будет откровением, но это суровая реальность. По сути — изменяя настройки полуавтомата — мы регулируем, сколько тепла будет вложено в свариваемые детали и одновременно израсходованного на плавление сварочной проволоки. В тонкие детали (например 0,8 + 0,8 мм) требуется меньше тепла, иначе будет прожог, а сваривая что-то потолще (например 2 + 2 мм) — требуется больше тепла, иначе будет непровар и сваркой просто «насрёт». По аналогии со сваркой электродом «закоренелые» сварные называют это «добавить или убавить ток».
Однако в ПА (полуавтомате) — две основные настройки — напряжение и подача проволоки. Подача проволоки некоторыми производителями может называться «ток», по сути — это одно и то же, так как при увеличении скорости подачи проволоки увеличивается сварочный ток и наоборот. Ручка напряжение — увеличивает или уменьшает напряжение дуги, но сварочный процесс в ПА устроен так, что при увеличении напряжения увеличивается и сварочный ток.
Главное, что надо уяснить — регулировки напряжения и подачи проволоки в полуавтомате — сильно взаимосвязаны. Существует лишь небольшая область взаимных положений регулировок, при которых будет протекать устойчивый, комфортный и «правильный» сварочный процесс. Пояснить это может рисунок из какой-то совдеповской книги:

Мною намеренно были убраны значения по горизонтальной оси. Потому что тут кроется «засада №1«:
Настройки полуавтомата зависят от очень многих условий и может потребоваться подстройка, даже если регулировки никто не трогал.
Перечислю лишь несколько пунктов, которые позволят осмыслить сказанное. Настройки ПА изменятся, т.к.:
1) Бюджетные ПА не имеют идентичных параметров настроек из-за разброса параметров деталей при производстве, да и задачи такой перед производителем не стоит, т.е. даже имея два одинаковых ПА — их настройки могут сильно отличаться;
2) Может быть разное состояние питающей сети 220 В, куда подключен ПА — просадки и тонкая проводка будут давать другие настройки относительно нормальной, «жесткой» питающей сети, или просто сосед по кооперативу «врубил» что-то мощное (важное замечание — трансформаторный ПА при просадках сети может варить хуже или вообще не варить, но не поломается, а инверторный — будет варить, но может от просадок сгореть…);
3) Тип (смесь или углекислота) или состав защитного газа — а также точно или нет при заправке выдержали состав смеси, всё это будет влиять на параметры настройки. Поменяли газ и не варит — настраиваем;
4) Летом варили при +35, а зимой — при -25 — будет необходимо разное тепловложение (затраченная на нагрев мощность) для сварки двух идентичных деталей, что потребует разных натроек;
5) Для разного диаметра и марки проволоки — будут разные настройки;
6) Поменяли катушку на новую, заново отрегулировали тормоз катушки — настройки «уйдут» … а может рукав чуть засорился и опять — настройки;
7) Для разного пронстранственного положения и типа стыка-соединения будут разные настройки;
8) При изменении толщины свариваемого металла необходимо соответствующим изменить настройки.
Может что забыл, но не важно. Важно понять, что настраивать или подстраивать ПА придется часто, а для этого самим процессом настройки, умением «поймать режим» и корректировать его — надо овладеть, и сложного в этом ничего нет.
Когда 100% придется заново искать «область рабочих параметров сварки»:
1) поменяли диаметр или марку, тип проволоки (например самозащитную на омедненную);
2) изменили тип защитного газа, например углекислоту на смесь, или смесь теперь с другим соотношением газов;
3) поменяли полуавтомат, даже на точно такой же (см. выше).
Хватит «воды», теперь о самой настройке. Буду описывать, как найти ту самую «область рекомендуемых режимов». Про настройку подачи газа — написано много и без меня, как заправлять проволоку и настраивать её прижим — тоже. Будем считать, что это сделано правильно. Первым делом ищем «подопытный» кусок железа толщиной 4-5 мм и размерами примерно 30*30 см — этого хватит. Зачищаем железо до блеска от ржи, краски и всего остального:


после этого выставляем напряжение 15-16 вольт, среднюю подачу проволоки (ток) и готовимся делать «валики» на куске железа таким образом, что бы одна рука была с горелкой, а вторая — могла крутить ручки настройки. Начинаем варить — вести «валик», и одновременно подстраиваем туда-сюда или напряжение или подачу проволоки, добиваемся наиболее красивого звука (подобного тому, что слышали в видяшках), чем чище это жжжжжззззз — тем лучще. На проплавление и форму валика — пока не смотрим, важен правильный звук и вид дуги — равномерный, с небольшими брызгами.
Если при данном напряжении не удалось найти «рабочую точку» — пробуем при чуть более высоком, на 1-1,5 вольта. Очень важно найти то соотношение напряжение/подача проволоки, при котором будет «правильная дуга и правильный звук» — это будет отправной точкой для дальнейшей настройки полуавтомата на работу в зоне оптимальных настроек.
Итак — первая рабочая точка, в которой полуавтомат работает правильно — была найдена. Записываем значения регуляторов, при которых это получилось. Теперь, не изменяя значения напряжения уменьшаем подачу проволоки, и наблюдая за звуком/дугой ищем то минимальное значение подачи проволоки, при котором процесс ешё нормальный и устойчивый. Когда находим минимум подачи, при неизменном напряжении, и устойчивой дуге — записываем это значение. Потом точно так же ищем максимум подачи проволоки при неизменном напряжении. После нахождения максимума — это значение тоже записываем.
На данном этапе — мы имеем одну запись таблицы — при данном напряжении варить следует от такого до такого положения ручки подачи проволоки.
Далее — уменьшаем на 0,5 вольта напряжение и опять ищем минимальную и максимальную подачу проволоки, при которых сварочный процесс правильный и устойчивый. Полученные значения — записываем.
Повторяем «измерения» с уменьшением напряжения по 0,5 В, пока ПА сможет варить — вы сами увидите тот минимум, когда Ваш полуавтомат с уменьшением напряжения перестанет стабильно варить. Главное — не забывать записывать найденные минимумы и максимумы подачи для каждого напряжения.
После того, как были найдены и записаны самые «слабые» режимы работы ПА — возвращаем настройки к первой найденной рабочей точке, увеличиваем напряжение на 0,5 вольта и опять находим минимум и максимум подачи проволоки при «правильном звуке и красивой дуге». Записываем результаты.
Продолжаем производить настройку — измерения, увеличивая напряжение по 0,5 вольта. В определенный момент, после очередного увеличения напряжения Вы увидите и услышите, что больше нет того правильного звука, пошел крупнокапельный перенос металла с проволоки в сварочную ванну (а настраивали всё это время — на «режим сварки короткой дугой с короткими замыканиями»), значит надо остановиться — область настроек найдена.
Согласно собственноручно составленной таблице, где каждому напряжению соответствует минимум и максимум подачи проволоки — можете нарисовать себе график с областью, в которой следует «работать».
После «проб и настроек» кусок железа выглядел так:

У меня, для моего ПА Контур-180, проволоки 0,6 мм и защитного газа углекислота — получился следующий график:

Между зеленой и красными линиями — варит красиво и комфортно.
Для тонкой проволоки — 0,6 мм выяснилась такая особенность в настройках — проще было находить минимум и максимум напряжения при неизменной подаче проволоки. Для проволоки 0,8 мм — было проще измерять так, как описал выше.
Теперь — пару слов, зачем мне это было надо — пользуюсь полученным графиком. Если надо больше «тепла» — выбираю рабочую точку правее по графику, если сильно «жарит» — смещаюсь левее. Если надо больше тепла при той же подаче проволоки в сварочную ванну — в пределах графика добавляю напряжение, и наоборот …
Надеюсь написанное мною было хоть кому-то полезно, и два часа на написание данного «трактата» — были потрачены не зря. Замечания в комментариях — приветствуются, я сильно начинающий сварщик и мог написать что-то не так.
Как сделать простой регулятор тока для сварочного трансформатора

Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
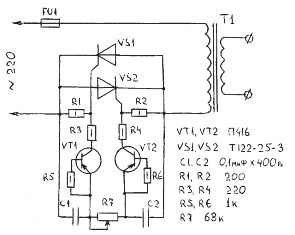
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе — работает не иначе, как «часы».
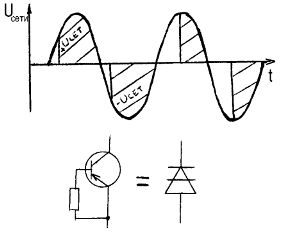
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.

Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
- Ребёнок и электрическая розетка
- Моддинг компьютера с помощью красиво подсвеченного аналогового вольтметра
- Как заменить электросчетчик не отключая потребителей электроэнергии
Надеюсь, что эта статья была для вас полезной. Смотрите также другие статьи в категории Практическая электроника, Секреты электрика
Подписывайтесь на канал в Telegram про электронику для профессионалов и любителей: Практическая электроника на каждый день
Поделитесь этой статьей с друзьями:
Как настроить сварочный аппарат

Важность правильной настройки сварочного аппарата. Что учитывать при его подключении. Выбор силы тока и электродов в зависимости от типа и толщины металла. Безопасность при проведении сварочных работ.
От чего зависит качество сварки? Опыт сварщика, безусловно, крайне важен, однако стоит брать во внимание и правильность настройки аппарата. Если источник сварочного тока неверно настроен, даже дорогостоящий профессиональный, на сто процентов исправный, не даст желаемого результата. Возможны такие проблемы, как частое прилипание электрода, непровар или прожиг, неравномерность шва, в целом нестабильный сварочный процесс. Работа не будет приносить удовольствие, наоборот, вызовет только раздражение и разочарование, плюс ненадежное соединение и испорченный материал. Как правильно настроить сварочный аппарат для уверенной и качественной работы?
Подключение сварочного инвертора
Начнем с подключения к сети. Для этого любой сварочный инвертор комплектуется кабелем питания с вилкой. Обратите внимание на мощность аппарата, выдержит ли ее ваша проводка. И она должна быть обязательно с защитными автоматами. Если мощность подключения превышена, сработают автоматы, обесточат сеть. Без них возможны перегрев, воспламенение и короткое замыкание проводов электросети. Перед сваркой отключите мощную бытовую технику, чтобы снизить нагрузку на сеть, избежать просадки напряжения. Длины стандартного кабеля недостаточно, чтобы переместить источник к месту сварки? Можно воспользоваться удлинителем, вот только обратите внимание на его сечение. Так же, как и электросеть, оно должно выдерживать мощность оборудования. Например, кабеля 2,5 мм2 достаточно для сварки на токе не более 150 А. При этом удлинитель должен быть длиной не больше 20 метров. И в размотанном виде, чтобы проводники не перегревались. Если место сварки удалено от электросети, используют генератор, но не каждый аппарат способен от него работать. В характеристиках обязательно найдите пункт совместимости с генератором. С этим проблем не будет. Даже если придется приобретать новый источник сварки. Современные каталоги сварочных аппаратов открывают множество моделей, работающих от бензиновой или дизельной мобильной электростанции. Однако ее мощность должна превышать мощность подключения аппарата, хотя бы на 20-30%. Чтобы не работала на износ, оставался запас. Иначе просто быстро выйдет из строя. Теперь о подключении непременно сварочных кабелей. Их два: кабель с электрододержателем и кабель массы. В инверторе для них предусмотрено, соответственно, два гнезда – плюс и минус. Подключаем массу к «плюсу», а держатель к «минусу» – варим в прямой полярности. Наоборот, держатель к «плюсу», а массу к «минусу» – в обратной. Полярность влияет на сварочный процесс. Прямая – обеспечивает стабильное горение дуги, в таком режиме проплавление корня более глубокое, можно набрасывать амперы, не беспокоясь о быстром перегреве электрода, плюс быстрее выполняется проплавление металла – дуговая резка. В свою очередь, при обратной меньше нагревается изделие, уменьшена вероятность температурных деформаций, легче формировать широкий, но не глубокий шов. Такой вариант больше подходит для тонких металлов.
Настройка
Современные инверторные источники сварочного тока настроить очень просто. Подключили кабели массы и электрододержателя, включили аппарат в сеть, включили питание. Затем остается регулятором установить силу тока. Она выбирается исходя из типа и толщины металла. То же самое касается электродов. Черную обыкновенную сталь можно варить электродами марки МР-3, МР-3С, УОНИ 13/45 и УОНИ 13/55, АНО-21. Нержавейку – ОЗЛ-8, ЦЛ-11. Для обыкновенной стали толщиной 2-3 мм подходит сила тока 60 -70 А. Диаметр электрода 2 мм. Толщиной 3–5 мм – от 80 до 100 А, электроды 2-2,5 мм. От 5 до 10 мм – 100 – 220 А, электроды 3-5 мм. Для нержавеющей стали толщиной 1,5 мм и более – от 80 до 100 А, диаметр электрода 2,5 мм. Быстрая и точная настройка силы тока – в инверторах итальянского производства Cebora. Например, Cebora Power Rod 180 M. Плюс дополнительные функции для упрощения и улучшения сварочного процесса – «Горячий старт», «Форсаж дуги», «Антиприлипание». Помимо аппаратов MMA (ручной дуговой сварки), под брендом Cebora выпускаются полуавтоматы, аргонодуговые аппараты, споттеры и источники плазменной резки. Вы можете купить плазморез Cebora инверторного типа, так же устойчивый к перепадам напряжения и быстро настаиваемый, как сварочный аппарат, обычный и со встроенным компрессором, а также с возможностью подключения к станку с ЧПУ. Профессиональное оборудование для сварки и резки – Cebora. Вернемся к настройкам. В случае с современным инвертором – это проще простого. Переключаем регулятор силы тока на нужное значение – зажигаем дугу. Быстро и просто, а еще удобнее – если аппарат предполагает яркий жидкокристаллический дисплей. С его помощью легко считать выбранное значение тока и активные дополнительные функции. Настройка в одно касание. Для современных аппаратов РДС это норма.
Безопасность сварки
- Перед подключением аппарата к сети проверить целостность кабелей, убедиться в исправности электросети, достаточном напряжении. Проверить целостность заземления. Выполнить обслуживание сварочного аппарата.
- Работать только в спецодежде. Необходима сварочная роба (костюм сварщика из прочной ткани, устойчивой к высоким температурам), перчатки, обеспечивающие защиту от высокотемпературных воздействий, брызг металла, окалины, специальная защитная обувь. И, конечно, сварочная маска или очки. Хорошо себя зарекомендовала маска «Хамелон» со светофильтром на основе кристаллов, который автоматически реагирует на сварочную дугу, при ее возбуждении обеспечивая затемнение. Позволяет варить безопасно для глаз и проверять шов, не снимая маску.
- Если сварка будет производиться в закрытом помещении, нет возможности для полноценного проветривания, непременно использовать средства защиты органов дыхания – респираторы со сменными картриджами.
- Под ногами должен быть диэлектрический коврик. Как альтернатива – деревянный настил.
- Рабочее место должно быть идеально освещено.
- Вокруг рабочего места не должно быть посторонних предметов, тем более легко воспламеняемых, взрывоопасных.
- Включить вытяжку, наладить воздухообмен.
- Убедиться, что огнетушитель недалеко от места работы и готов к применению.
Правила безопасности закреплены официально в документе ФНП и соблюдать их должен каждый сварщик, независимо от того, дома он варит или на производстве, или какая у него квалификация, стаж. Не изучив технику безопасности, приступать к сварочным работам запрещено. Нарушение ТБ, пренебрежение нормами – это просто-напросто опасно для жизни.