Как в домашних условиях отливать ювелирные украшения
Здравствуйте дамы и господа, сегодня поговорим про ювелирное литье в домашних условиях. К вашему вниманию представлена демонстрация процесса обращения восковой модели изделия в металл. Я расскажу про изготовление двух колец, одно из серебра, а другое из золота.

Нам понадобятся:
- Модельный воск.
- Огнеупорный гипс.
- Силикон.
- Трубки разных диаметров.
- Резцы по воску (несколько ножичков).
- Паяльник.
- Газовая горелка.
- Проволока диаметром около 1,5 мм.
- Борная кислота.
- Лимонная кислота.
- Титановая спица.
Восковая модель
Итак, все начинается с изготовления модели будущего изделия. Для этого используется твердый ювелирный воск. Рекомендую использовать красный, так как на нем лучше всего видно мелкие детали на модели. Я пытался заменить его на обычный воск, парафин, даже на термоклей, и еще не понятно что. Так вот все это ерунда, купите ювелирный воск, поскольку для нормальной работы пригоден только он! Я приобрел небольшое количество с Китая лишь на несколько отливок.

Для изготовления кольца необходимо найти трубку подходящего диаметра. Обматываете нитку или полоску бумаги вокруг пальца и определяете длину окружности. Для этого предлагаю таблицу размеров колец.


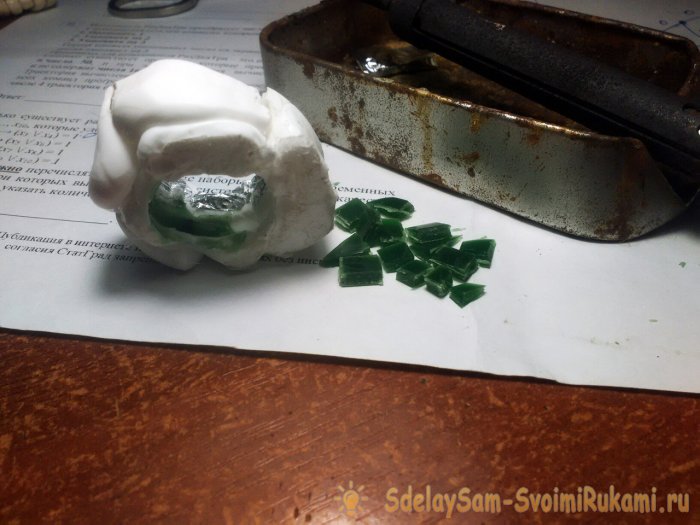
На трубку наматываем фольгу, чтобы позже снять восковку. И теперь воск разрезаем на небольшие куски и наплавляем их на трубку. Тут мы взяли в руки паяльник и не скоро его уберем. Смысл в том, что мы формируем «кольцо» из воска на фольге на трубке. Куски между собой сплавляем полностью, а не только кромку.

А теперь идет процесс резьбы по воску и формирования будущего изделия. Для этого я использовал маленькие тонкие ножички и надфили. В целом, весь процесс можно охарактеризовать так: снимаем и отсекаем все лишнее. Воск нельзя срезать, его необходимо как бы скаблить лезвием и надфилем.




После того, как восковка готова ее можно продублировать неограниченное количество раз с помощью силиконовой формы. Этим же методом можно копировать уже готовые кольца. Для Этого восковку, ну либо какое то кольцо, не снимая с трубки, ставим в опалубку из пластилина и заливаем литьевым силиконом. Ага, литьевым, ну тут можно сколхозить и использовать силиконовый герметик.


Когда силикон застынет из него можно вытащить трубку и восковку, далее разрезаем форму с боку. Теперь в нее можно все тем же паяльником вплавлять куски воска и получать точные копии. Это очень удобно, даже если делаете единичное изделие, стоит сделать силиконовую форму, особенно если восковка сложная к повторению. Лично я смог нормально отлить модель только раза с четвертого.

Гипсовая форма
Теперь к восковке прикрепляем литники – проволоку диаметром около 1,5 мм, но не более, позже поймете почему. Для этого можно добавить немного воска в месте крепления литника, а также нагреть проволоку и вставить в кольцо. Далее модель закрепляем на полусфере из пластилина. Литники не стоит делать слишком длинным и тонкими. Также для правильного литья металла необходимо соединить литники между собой все тем же воском. Также в одну гипсовую форму можно поместить две модели.


Теперь гипс. Для этих целей используется специальный огнеупорный гипс с примесью кварцевой муки. Снова колхозим и используем обычный. Если у вас нет цели стать профессиональным ювелиром, и хочется просто отлить одну две модели, то можно время от времени немного отходить от технологии.
Восковку промываем настойкой на спирту из аптеки, мыльной водой и обычной водой.

Также берем трубу диаметром около 4-5 см, ей накрываем восковку и заливаем гипс. Звучит просто, но гипс необходимо замешивать по пропорции; он быстро застывает (5-15 минут), поэтому перемешиваем тоже быстро; и самое главное из него необходимо удалить все пузыри воздуха. Для этого необходим вибростол, желательно с вакуумной камерой. В целом, такой несложно сделать, но оно нам надо разве?

Восковку можно обмазать гипсом кистью, а потом залить в трубе, но тут теряется прочность. Я этого не делаю, и отдаю предпочтение прочности гипсовой формы.

Когда гипс застыл, вытаскиваем пластилин и литники; нужно избавиться от воска. Можно при помощи водяной бани, что правильно, и воск можно собрать и использовать снова. Но я это пропускаю. Так как, в любом случае, гипсовую форму необходимо прокалить, чтобы удалить всю влагу. Я для этого использовал печь на даче. И калил около 2 или 3 часов, все равно ведь топлю, когда там нахожусь. Опять шаг в сторону от профессиональной технологии, но работает, и воск весь выгорает.

Литье

Сначала подготовимся. В чашку кладем обычную туалетную бумагу и смачиваем ее так, чтобы при нажатии пальцами вода уже свободно не текла, но все равно дно должно быть довольно влажным. А титановая спица нужна, чтобы перемешивать расплавленный метал, который не будет окисляться, разве, что только титаном. Начинаем с того, что прогреваем опоку горелкой.
Для литья используется серебряный лом, я переплавил оборванные цепочки. Закидываем их в ту полусферу и начинаем греть горелкой. Когда метал начинает краснеть, засыпаем немного борной кислоты, это флюс, который не дают серебру окисляться, оно вообще не любит кислород в расплавленном состоянии. Серебро сплавляется в каплю и за счет поверхностного натяжения не стекает в литники. Когда максимально прогрели серебро, накрываем опоку чашкой и прижимаем. Вода из туалетной бумаги закипает и вдавливает метал в литники. После достаем изделие.


Обработка и полировка
Откусываем или спиливаем литники и нагреваем изделие до красна и опускаем в раствор лимонной кислоты, чтобы снять остаточное напряжение. И кипятим этот раствор. Кипящая лимонная кислота работает как настоящая кислота и разъедает весь шлак.
Теперь заготовку можно обрабатывать наждачной бумагой. Начинаем с грубой 600 и движемся в сторону увеличения зерна, я дохожу до 2500. А после полируем пастой ГОИ.


На этом все, так можно отливать любые ювелирные украшения. В статье я уделил больше внимания воску и литью, и лишь кратко рассказал об обработке, так как в этом ничего сложного и хитрого нет.
Как сделать восковку для литья в домашних условиях

В реалиях мастер-модели изготавливают вручную, поскольку мастер чувствует металл, форму будущего изделия, таких мастеров не много, это настоящие художники или скульпторы, которые задают тон ювелирной моде и создают ювелирные бренды.
Теперь подробнее о литье по выплавляемым моделям.
Введение:
Заготовки ювелирных изделий отливают из золотых, платиновых, серебряных сплавов. Это золотые сплавы пробы 750, 583 и 585, содержащие никель и цинк, серебро и медь, платиновые сплавы пробы 950, серебряные сплавы проб 916, 875 и другие литейные сплавы.
Технологический процесс литья по выплавляемым моделям состоит из следующих этапов : эталон модели, резиновая пресс-форма, восковая модель, литьевая форма, отливка.
Оборудование для литья:
Металл в формы заливают двумя способами: центробежным и вакуумного всасывания. Принудительное заполнение литейных форм при центробежном способе происходит под действием центробежных сил вращающейся печи. Сущность способа вакуумного всасывания заключается в удалении (выкачивании) воздуха из литейной формы во время заливки. Давление в форме понижается до 0,75-2,25 Па против атмосферного, создавая таким образом искусственное избыточное давление жидкого металла на стенки формы.
Какое купить оборудование, какой тип литья предпочтительней, чтобы выдержать растущие требования к качеству литья и при этом достичь высокой производительности по выпуску изделий, технологической гибкости, возможности работать с малыми и большими дозами шихты.
Большинство ювелирных литейных участков по инерции еще продолжают эксплуатировать старого класса ручные поворотные установки с резистивными нагревателями или муфелями. Чтобы обеспечить выполнение заказов в срок приходится отливать на 5-15% продукции больше, чем заявлено, так как некоторые из этих отлитых заготовок снова попадают в переплав по причине невозможности устранения литейных дефектов. При этом, увеличиваются общие затраты производства связанные с повышенной трудоемкостью монтажных операций и исправлением дефектов.
При центробежном способе литья заполнение форм жидким металлом и его кристаллизация происходят под воздействием центробежных сил. Качество литья при этом зависит от умения точно рассчитывать и управлять параметрами разгона и вращения центрифуги. Скорость вращения центрифуги влияет на время заполнения формы и на качество поверхности отливки, а разгон с изменяемым ускорением должен задавать непрерывность течения струи в режиме близком к ламинарному режиму. Для устранения вибраций и механических колебаний необходимо тщательно перед процессом заливки балансировать на машине каждую опоку путем перестановки положения груза — противовеса. Все эти моменты весьма сдерживают процесс продвижения центробежных машин в ювелирную отрасль.
Весьма привлекательно для ювелиров выглядят новые разработки литейных вакуумных машин, в которых индукционную плавку металла проводят в защитной среде, а заливку металла осуществляют в вакуумируемую форму через донную часть тигля. Еще более совершенными выглядят вакуумные индукционные машины, в которых допускается возможность создания избыточного давления для подпрессовки жидкой в фазы металла в момент окончания заполнения формы.
Так же большую роль в ювелирном производстве играет процесс плавки, который во многом зависит от типа используемой печи. Наиболее предпочтительно использование индукционных печей или установок с регулировкой мощности нагрева, которые быстро, с минимальным угаром благородного металла позволяют достигнуть температуры литья металла. При этом, электромагнитное поле индуктора обеспечивает не только нагрев, но и перемешивание жидкого металла, которое дает однородность и гомогенность сплава от низа до верха заливаемой формы. Все это немаловажно для качественного ювелирного литья.
Существуют также метод совместного литья под давлением и вакуумного всасывания и совместное применение центробежного литья и вакуумного всасывания, однако из-за сложности литьевых механизмов они не нашли широкого применения.
В настоящее время применяют литьевые машины, однако из-за высокой цены установок и расходных материалах, большого срока окупаемости и ограничений литьевых машин, чаще всего используют обычную индукционную печь, вакуумный насос и рессивер. Иногда этого достаточно, чтобы делать шедевры.
Эталоном модели называется оригинал — образец будущей отливки.
Металлическая модель снабжается воронкообразным литником и с нее снимается резиновая форма. Материал для изготовления эталона не должен менять свои свойства, разрушаться в процессе вулканизации резиновых пресс-форм, химически взаимодействовать с резиной. Параметр шероховатости поверхности эталона должен быть не ниже требуемого для получаемых по нему отливок: раковины, царапины, вмятины на его поверхности недопустимы. Размеры эталона должны превышать размеры готовой модели (на 5 — 6 %) с учетом общей усадки металла при затвердении отливок и припуска на механическую обработку.
На предприятиях ювелирной промышленности для изготовления эталона обычно используют золото пробы 585, причем поверхность его покрывают родием для нейтрализации действия азотной кислоты, выделяемой в процессе вулканизации. Резиновая пресс-форма предназначена для получения восковых моделей отливок. Пресс-формы изготовляют как из импортных, так и из отечественных сортов резины. Различают разрезные и разъемные пресс-формы.
Процесс изготовления разъемных пресс-форм.
Опоку основанием устанавливают на гладкую опорную поверхность и заполняют пластилином, в пластилин вдавливают (до половины) эталон модели. На первую опоку устанавливают вторую и заливают их водно-гипсовым раствором. Когда гипс затвердеет, опоки переворачивают, пластилин удаляют, а освободившееся пространство опоки заполняют небольшими кусочками сырой резины . Эталон остается (наполовину) в гипсе, в котором делаются углубления для возможности получения в дальнейшем выступов резиновой формы. Опоки устанавливают на вулканизационный пресс, на котором в течение 45 — 60 мин при температуре 150 — 160 °С производят вулканизацию кусочков резины. После вулканизации гипс разбивают и удаляют из опоки. Эталон извлекают и тщательно очищают. Резиновую пресс-форму тоже очищают, посыпают тальком и снова укладывают в нее эталон. Затем опоку устанавливают так, чтобы готовая резиновая пресс-форма находилась внизу, а пространство, занятое до этого гипсом, заполняют кусочками сырой резины. Опоки вновь устанавливают на вулканизационный пресс для вулканизации резины второй части пресс-формы. После этого эталон отделяют от резиновой пресс-формы и прорезают в ней литниковый канал.
Процесс изготовления разрезных резиновых пресс-форм.
Эталон модели помещают между двумя резиновыми пластинами соответствующей толщины, затем производят их вулканизацию под прессом, во время которой эталон вдавливается в разогретую, размягченную резиновую массу. Для отделения эталона пресс-форму необходимо разрезать, что является недостатком этого метода. Восковую модель получают путем заливки резиновых пресс-форм воском в инжекционной установке. Перед запрессовкой пресс-форму тщательно очищают и смазывают эвкалиптовым маслом или водно-глицериновым раствором. Запрессовку модельного состава (воска) в пресс-форму производят при температуре 60 — 85 °С и давлении 2 — 15 Па. После запрессовки пресс-форму в течение 1 — 1,5 мин охлаждают в холодильнике. Готовые модели напаивают в виде елочки вокруг воскового стояка. «Елки» из воска ставят на резиновое основание. Сборный модельный блок обезжиривают в спирте или четыреххлористом углероде и просушивают в естественных условиях. Для обезжиривания можно использовать и мыльный раствор, промыв затем блок в холодной воде и обсушив его в естественных условиях. Последнее время, для материалов модели используют парафин с добавкой 5 полиэтилена при температуре 80° под давлением.
Литейные формы (заливка опок)
Литейные формы изготовляют из огнеупорной формовочной смеси на вибровакуумной установке. Операцию выполняют в таком порядке: раствор из формовочной смеси и дистиллированной воды (0,3 — 0,4 л на 1 кг смеси) тщательно перемешивают, а затем для удаления воздуха вакуумируют в течение 2 — 3 мин при давлении не более 0,075 Па; одновременно в металлические опоки устанавливают модельные блоки.
Опоки затем помещают в установку, заливают формовочной смесью и вакуумируют 2 — 3 мин при давлении не выше 0,075 Па .
Через 40 — 60 мин, когда формовочная смесь затвердеет, с опок снимают резиновые уплотнители, а формовочную смесь подрезают на торцах литейной формы; поместив затем литейную форму в сушильный шкаф и выдержав ее там в течение 1 — 3 ч при температуре 90 — 100 °С, выплавляют модельный состав. Воск обычно собирают в поддон из нержавейки, помещенный на дно муфельной печи поддон вынимают, воск используют повторно.
После выплавления модельного состава литейные формы прокаливают в прокалочных печах по особым режимам: нагрев от 20 до 150 °С в течение 0,5 ч, выдержка при температуре 150 °С в продолжение 3 ч; нагрев от 300 до 700 °С в течение 3 ч, выдержка при температуре 750 °С в течение 3 ч.
Отливкa.
Отливки получают следующим образом: прокаленные литейные формы заливают расплавленным металлом на установках для центробежного литья, установках «Вакуум-металл» или специальных вакуумных индукционных литейных машинах — о преимуществах которых знают все ювелиры.
Температура опоки для заливки для сплавов СрМ 875, СрМ 916, ЗлСрМ585-80, ЗлСр750-150 — 400. 580 °С, а для сплава ЗлМНЦ-750 — 500. 600 °С.
Температура жидкого металла должна быть выше температуры плавления на 50-200 градусов в зависимости от сплава и формы изделий.
Невысокая температура не даст металлу хорошо пролиться, большой перегрев и наличие кислорода дает поры.
В любом случае оптимальную температуру опоки и расплава литейщики подбирают самостоятельно, из собственного опыта, поскольку в большинстве случаев приборы измеряющие температуру имеют погрешности, термопары имеют инерционность и установлены в прокалочных печах по разному.
Не следует пренебрегать рекомендациям поставщиков формовочных смесей и поставщиков лигатуры.
Литейные формы, залитые сплавами золота и серебра, охлаждают в воде, а залитые сплавом ЗлМНЦ — в естественных условиях. После охлаждения отливки выбивают из литниковых форм, очищают от формовочной смеси , а затем отбеливают.
Как сделать восковку для литья в домашних условиях
Пользователь
Регистрация: 15.12.2012
Сообщений: 145
В друзьях у: 1
Голосов: 9 / 1
Добавлено: 28.05.2013 22:35:40
В общем дела такие: разговаривал намедни с одним знакомым ювелиром. Поведал он мне (весьма поверхостно) про схему самостоятельного изготовления опок в домашних условиях, не имея вибростолика, муфельной печи.
Восковку с литником закрепляет в пластилин (ямка для металла), обмазывает кисточкой в несколько слоёв формомассой (последовательно с просыханием). Далее заливает всё это дело этой самой массой и ставит в духовку на максимальную температуру. Как вытекает воск, он его достает в поддоне, чтоб не вонял. Через какое-то время опока готова.
Получается пористая, что способствует лучшему прогреванию, а непосредственная близость к литьевой форме гладенько и хорошо. Собственно имел ли кто опыт в данной схеме?
Пользователь
Регистрация: 16.12.2010
Откуда: СССР
Сообщений: 1889
В друзьях у: 4
Голосов: 189 / 48
Добавлено: 28.05.2013 22:50:16
Да, так и я формовался будучи студентом. Правда отжиг вёлся на эл. плите накрытой керамическим горшком для цветов. Лился вертолетом или же избыточным давлением, зависело от массы изделия . Метод работает но качество не гарантировано. Были все прелести и пузырьки и аблои, но было и всё окей. Если есть желание и время повозится с обработкой, то это тот метод. если все же хотите качество, то лучше сделать как надо.
УДАЧИ.
Я Ваня. Я Донбасс.
Пользователь
Регистрация: 26.06.2010
Откуда: Украина, днепропетровская обл.
Сообщений: 2408
В друзьях у: 3
Голосов: 93 / 5
Добавлено: 28.05.2013 22:54:39
Есть желание — будут возможности. Будет действие — появится результат.
Пользователь
Регистрация: 15.12.2012
Сообщений: 145
В друзьях у: 1
Голосов: 9 / 1
Добавлено: 28.05.2013 23:03:27
далынин, В том-то и дело, что нет возможности вкладываться в литейку.
Вопрос решаю через знакомого, отдал восковку + металл + 50р\гр и собирай конструктор.
Но думал попробывать самому по-студентчески, а то может оно того и не стоит?
absent, Спасибо, буду зачитывать до дыр, трехтомники
Пользователь
Регистрация: 04.11.2012
Откуда: ИЗ СЧАСТЬЯ
Сообщений: 2186
В друзьях у: 5
Голосов: 500 / 16
Добавлено: 28.05.2013 23:07:51
| Цитата |
|---|
| (Juvik 28.05.2013 22:35:40) (последовательно с просыханием). |
ага а пока намазанное сохнет — что он делает с остатком замешанного от застывания ( писает в него — это наверно и есть его секрет который не договорил тебе и нам). Моё мнение хрень он наговорил и ввёл тебя в смуту. В духовке не прокалится как положено. И вАще зачем такой допотопный метод — ведь любой из тутошних форумчан старается расти мастерством — а он тебе как в каменный век вернуться.
Возможно хотел тот мастеровой понтануться что тоже шарит в литье — а на деле не имеет нормального оборудования и не стремится к этому = по принципу » и так сойдёт» или вообще тот верхушек нахватался а на деле и совет его такой-же. Даже многие из начинающих с форума без стеснения говорят что иногда денег не хватает или . и делают нормальные литейки своими руками и потом не переводят дорогие расходники ( ФМ , восковки, время и электричество) в мусор , стараются литься по технологиям и процесс блюдить — вот им таким (+ )
Пользователь
Регистрация: 26.06.2010
Откуда: Украина, днепропетровская обл.
Сообщений: 2408
В друзьях у: 3
Голосов: 93 / 5
Добавлено: 28.05.2013 23:08:25
Juvik,
там почти все по делу, и по этой теме можно и литейку собирать, и про формовку и про литье почитать, можно в форуме вообще поиском побаловаться, есть другие форумы гда по 90 страниц про литье написано.
Есть желание — будут возможности. Будет действие — появится результат.
Пользователь
Регистрация: 12.10.2008
Сообщений: 1683
В друзьях у: 5
Голосов: 123 / 3
Добавлено: 28.05.2013 23:22:47
Целиком и полностью согласен с Далыниным — если любишь запах жареной картошки или хлебушка и если не боишься риска — с этого можно начать. Но корнеров, к слову сказать, здесь все же меньше бывает, чем облоя. Именно из-за просушки слоев. Хотя и тут навык кое-какой нужен. Или хотя бы знание инфы, на которую указал absent.
Всегда улыбайся! Себе жизнь продлишь, друзей порадуешь, врагов побесишь.
Пользователь
Регистрация: 16.12.2010
Откуда: СССР
Сообщений: 1889
В друзьях у: 4
Голосов: 189 / 48
Добавлено: 28.05.2013 23:24:19
| Цитата |
|---|
| (tof71 28.05.2013 23:07:51) И вАще зачем такой допотопный метод |
Человек сэкономив 50р/гр и накопив, приобретёт так и всё для качественного литья. Мы все с чего то начинали. И деньги на кустах не растут.)))). а жаль(((
Изменено: далынин — 28.05.2013 23:25:55
Я Ваня. Я Донбасс.
Пользователь
Регистрация: 19.08.2008
Откуда: ВКЛ
Сообщений: 710
В друзьях у: 1
Голосов: 69 / 19
Добавлено: 29.05.2013 00:50:26
Да и я так студентом делал. Так ещё обмазку делал массой, а остальное заливал гипс кварцевым песком 1х3. В те времена масса была не очень доступна. Такой способ не от хорошей жизни. При отсутствии вакуума, заформоваться без пузырей по другому не риально. Да и не знали, форумов неббыло, посоаетовать тож некому. было.
Пользователь
Регистрация: 29.08.2011
Откуда: Пятигорск
Сообщений: 1050
В друзьях у: 6
Голосов: 72 / 6
Добавлено: 29.05.2013 00:52:07
Juvik,
все получиться сами пробовали и в духовке и фефкой . . но как сказали выше наша цель к лучшему и чем скорей соберете литейку и приобритете муфелку тем лучше для вас .
Пользователь
Регистрация: 23.04.2013
Сообщений: 44
В друзьях у: 0
Голосов: 1 / 0
Добавлено: 29.05.2013 02:31:28
| Цитата |
|---|
| (Juvik 28.05.2013 23:03:27) далынин, В том-то и дело, что нет возможности вкладываться в литейку. Вопрос решаю через знакомого, отдал восковку + металл + 50р\гр и собирай конструктор. Но думал попробывать самому по-студентчески, а то может оно того и не стоит? absent, Спасибо, буду зачитывать до дыр, трехтомники |
Попробуйте, ничего страшного здесь нет. Все работает.
Я пользуюсь таким методом когда надо срочно изготовить одно изделие. часа 2 и все отлито. Есть конечно проблемы с корольками иногда но все это решаемо.
Пользователь
Регистрация: 26.06.2010
Откуда: Украина, днепропетровская обл.
Сообщений: 2408
В друзьях у: 3
Голосов: 93 / 5
Добавлено: 29.05.2013 09:44:51
Y.A.A,
проще купить сигарой компрессор от холодильника
Есть желание — будут возможности. Будет действие — появится результат.
Пользователь
Регистрация: 23.04.2013
Сообщений: 44
В друзьях у: 0
Голосов: 1 / 0
Добавлено: 29.05.2013 12:52:48
absent,
Согласен. Но вопрос в том что Juvik, не может нести дополнительные затраты.
Пользователь
Регистрация: 01.10.2010
Откуда: Предгорья Алтая
Сообщений: 8629
В друзьях у: 21
Голосов: 806 / 34
Добавлено: 29.05.2013 18:28:18
Juvik, Здесь многие напишут, что тренировались так когда начинали. Я и про себя тоже самое могу сказать. А когда пойдёт положительный результат, то и денюжки на более совершенное оборудование начнут появляться. Вначале на самодельное, затем и на профессиональное.
Как и написал, восковочку на литнике втыкаешь в пластилин. Заводишь капельку формомассы и кисточкой смазываешь её на восковку. Даёшь обязательно просохнуть. Затем опять разводишь немножко и покрываешь восковку второй раз. Просохнет минут 5-10, и третий слой. Обычно хватало, но можно и еще ,если слой формомассы кажется маловатым. В качестве опоки можно использовать любую, желательно тонкостенную, железную трубку. ( трубки от пылесоса, мебельные никелированные, от использованных китайских опок наконец). В духовке вряд-ли можно более-менее качественно прокалить, только воск вытопить. А вот на электроплитке, как Далынин советует, вполне удовлетворительный результат. Ну и когда отливаться будешь, подольше ещё горелочкой прокалить на всякий случай. Во времена моего ювелирного хобби, когда подобным образом удавалось отливать так вполне качественную цацку, радости и удовлетворения не было предела. Да и формомассы я тогда тоже еще не знал, и экспериментировал с хорошим стоматологическим гипсом , и мешал его как и Данила мастер, с чем придётся, от кварцевого песка до толчёных кирпечей.
Как металл обретает жизнь, или изготовление ювелирных изделий методом литья
Всё начинается с идеи изделия, которая рождается в моём воображении. Для того чтобы она приобрела конкретный образ её необходимо осмыслить, изучить материал по теме. Иногда я рисую несколько эскизов, но это случается довольно редко. Обычно просто беру кусок модельного воска и инструмент, выпиливаю кусок по габаритам будущей фигурки и начинаю отсекать лишнее.


Инструменты при работе с воском я использую самые разные — лобзик, циркуль, штангенциркуль, несколько штихелей, шабер, тонкая чертилка, бормашинка с борами, выжигатель по дереву, приспособленный для работы с воском, различные надфили. Это основные, а есть ещё много других, необходимых для конкретной модели. Некоторые приспособы мастерю сам из подручных материалов, приходится постоянно что-то придумывать и выкручиваться.

В процессе почти всегда немного отхожу от первоначально задуманного образа, некоторые детали изменяю, другие усложняю, добавляю новые. Бывает, совсем не нравится, что получается в целом, полностью переделываю. Воск хорош тем, что прощает ошибки при обработке. Если где-то промахнулся и срезал лишнее, всегда можно наплавить и подкорректировать, этим он мне и нравиться. После грубой обработки и выведения общих форм начинаю детальную проработку элементов. Ну вот, модель готова. Припаиваю к готовой восковой модели литник, и приступаю к отливке в металле (как правило, в серебре).


Процесс литья подробно описывать не буду, вкратце он проходит так: Беру готовую восковую модель с литниками, помещаю в опоку, заливаю формовочной массой, жду, пока застынет. Далее помещаю опоку в муфельную печь на несколько часов. За это время она полностью прогревается, восковка, которая внутри, выжигается (испаряется), остаётся полость по форме идентичная нашей модели. Расплавляю металл и заливаю в эту полость. Металл застывает, и теперь можно смыть формомассу, и освободить наше изделие. Не всегда отливается идеально, поэтому приходиться проводить доработку в металле. После доводки и придания изделию индивидуальных штрихов необходимо подчеркнуть рельефность и особенности текстуры. Чтобы получить такой эффект, протравливаю его в специальном растворе для чернения и уже потом аккуратно, стараясь не «сбить» мелкие детали, полирую на круге, получая желаемый тон. И вот, собственно, готовое изделие.


Если необходимо сделать серию, с готового эталонного изделия снимается форма (резинка) и далее опять литьё.