Сварка встык нагретым инструментом
Нагрев свариваемых поверхностей производится металлическим нагретым инструментом. Из-за прямого контакта с нагретым инструментом теплоперенос гораздо более интенсивный, чем в случае сварки горячим воздухом; распределение тепла в массе свариваемого материала в этом случае также более благоприятно, никакие зоны материала не получают большего термического стресса, чем необходимо для сварки. Получаемые в результате сварные швы не имеют зон термически поврежденного материала. Прочность соединения труб при таком способе сварки не ниже, чем прочность исходной трубы.
1. Принципиальные положения
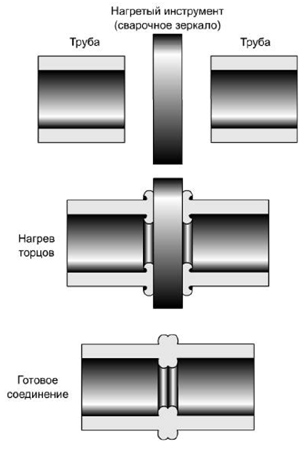
Сварка встык заключается, в принципе, в нагреве торцов свариваемых труб до расплавления материала и в последующем сжатии нагретых торцов для остывания.
Однако, реализация этой простой идеи требует аккуратного выполнения целого ряда условий для получения качественного сварного соединения.
Современные автоматизированные аппараты для стыковой сварки существенно снижают влияние человеческого фактора на качество стыкового сварного соединения, но полностью его не устраняют.
2. Состав оборудования
Минимальный состав оборудования показан на рис. 2 и 3 и зависит от типа привода аппарата.
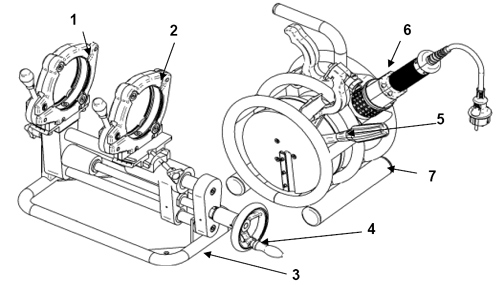
Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки»
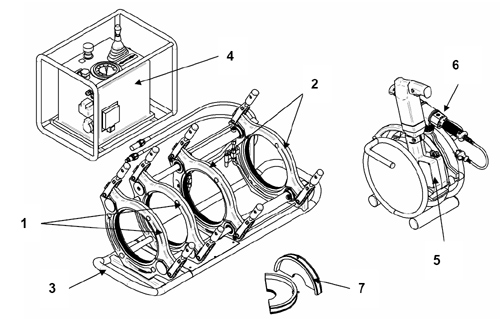
Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»
- центратор с одним или двумя неподвижными зажимами для трубы (1) и одним или двумя подвижными зажимами (2).
- Центратор располагается на раме (3).
- Подвижные хомуты приводятся в движение с помощью давления масла в гидросистеме, производимого гидравлическим агрегатом, или с помощью ручки механического привода (4).
- Для очистки и выравнивания торцов свариваемых труб перед нагревом служит торцеватель (5), который может быть электрическим или механическим.
- Для нагрева свариваемых торцов предназначено сварочное зеркало (6).
- Торцеватель и зеркало могут быть закреплены на раме центратора, а могут храниться на подставке (7).
- Для фиксации труб различных диаметров служат сменные вкладыши (7) для подвижного и неподвижного зажимов центратора
Свариваемые части трубопровода должны быть зафиксированы в центраторе (см. рис. 4) сварочного аппарата. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы. Для устранения трения подвижной трубы о землю целесообразно пользоваться, например, роликовыми упорами.
Кроме коаксиальной фиксации труб, фиксатор обеспечивает перемещение подвижной трубы в направлении неподвижной трубы с контролируемым усилием. Наиболее распространенные способы создания усилия – механический (вращение ручки привода) и гидравлический.
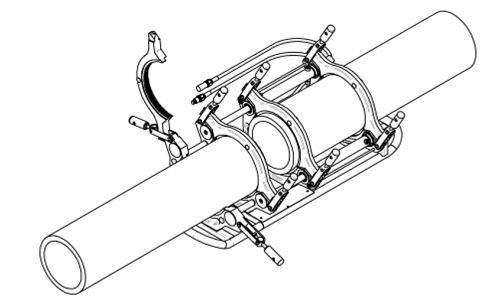
Рисунок №4 «Фиксация труб в центраторе»
Для предотвращения прилипания трубы к нагретому инструменту и для облегчения удаления нагретого инструмента из зоны сварки после нагрева, поверхность инструмента, как правило, покрыта тефлоном. Тефлоновые покрытия также облегчают очистку инструмента.
После фиксации труб их торцы выравниваются и торцевателем (см. рис. 5), который представляет собой дисковый рубанок. Свариваемые поверхности необходимо прижать к рабочим поверхностям торцевателя и обработать до достижения ровной плоской поверхности. Для максимального приближения формы готовой поверхности к идеальной плоскости глубина торцевания за один проход ножа торцевателя не должна превышать 0,2 мм. Торцеватель обеспечивает последующее плотное прилегание свариваемых торцов труб к поверхности нагретого инструмента, а также удаляет возможные загрязнения и оксидный слой.
Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя.
Не останавливая торцеватель, ослабьте усилие прижима и отведите подвижную трубу от торцевателя. Это позволит плавно и без задиров закончить торцевание.
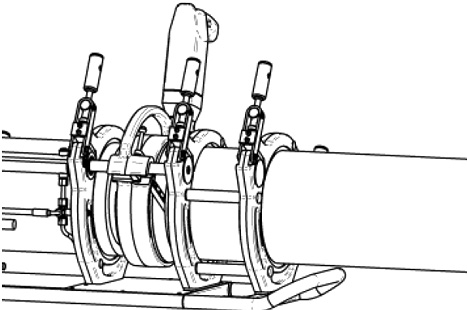
Рисунок №5 «Установка торцевателя между свариваемыми торцами труб»
После торцевания необходимо чистым инструментом удалить стружку из зоны сварки, особенно – изнутри трубы. Не касайтесь свариваемой поверхности руками!
После удаления стружки сведите трубы и проверьте плотность прилегания свариваемых поверхностей. Остаточный зазор не должен превышать значения, указанного в табл. 1. Кроме того, несовпадение стенок свариваемых труб должно быть не более 10% толщины трубы. Некоторые конструкции центраторов позволяют в случае необходимости уменьшить несовпадение специальными регулировками соосности. Отторцованные трубы должны выступать из фиксирующих зажимов центратора на расстояние не менее толщины стенки этих труб (см. п.5).
Таблица №1 «Максимально допустимая величина зазора между торцами труб»
Наружный диаметр
трубы, мм
Ширина
зазора, мм
800 … < 1000
4. Создание грата
Нагревательный элемент (т.н. сварочное зеркало), нагретый до необходимой температуры (см. рис. 7 и 8) располагается между свариваемыми торцами труб, затем торцы труб прижимаются к нагревательному элементу для предварительного нагрева.
При небольшом увеличении видно, что гладкая на вид поверхность сварочного зеркала на самом деле имеет неровности. Поверхность торца трубы, обработанная торцевателем, тоже всё-таки отличается от идеальной плоскости. Поэтому для достижения равномерного контролируемого нагрева свариваемых торцов необходимо в первый момент эти торцы прижать к нагретому сварочному зеркалу с существенным усилием. Через короткое время материал свариваемых поверхностей оплавляется и плотно прижимается к поверхности сварочного зеркала, увеличивая площадь теплопереноса до 100% площади торца трубы.
- Создаваемое давление должно быть как можно больше, чтобы 100%-ный тепловой контакт между торцом трубы и сварочным зеркалом был достигнут как можно быстрее;
- Создаваемое давление должно быть не очень большим, чтобы выдавливаемый материал был вполне расплавленным и текучим.
В результате нагрева под давлением по внешнему и внутреннему периметру торца трубы выступает валик пластифицированного материала, который называется гратом (см. рис. 1). Отрицательной особенностью грата является некоторое уменьшение условного прохода трубы после завершения сварки; поэтому, в частности, детали безнапорной канализации не рекомендуется соединять с помощью сварки.
Однако, грат увеличивает толщину стенки трубы в месте сварного шва. Если учесть, что любой полимер при нагреве до пластического состояния в большей или меньшей степени подвергается термическому шоку, то увеличение толщины стенки в зоне сварного шва – это единственный способ достичь здесь прочности не ниже прочности исходной трубы. Поэтому нагрев с приложением усилия продолжают и после того, как достигнут 100% тепловой контакт между сварочным зеркалом и торцом трубы – пока грат не достигнет рекомендуемой величины. Очевидная закономерность: необходимая высота грата тем больше, чем больше толщина стенки свариваемых труб (или толщина свариваемых листов). Оптимальная высота грата к моменту окончания предварительного нагрева определена для каждой толщины свариваемых изделий и для различных термопластов, она указывается в сварочных таблицах (см. табл. 2).
Замечание: Занижение давления прижима при создании грата ведет лишь к отсрочке момента 100%-ного контакта между торцом трубы и поверхностью зеркала. Дополнительное время, которое в этом случае требуется на создание грата, нельзя считать потерянным, т.к. большая его часть – это уже, фактически, начало основного нагрева (см. п.5).
- это давление должно быть ничтожно мало, чтобы не вызывать дальнейшего увеличения грата, однако
- это давление должно быть достаточным, чтобы гарантировать контакт торцов трубы со сварочным зеркалом.
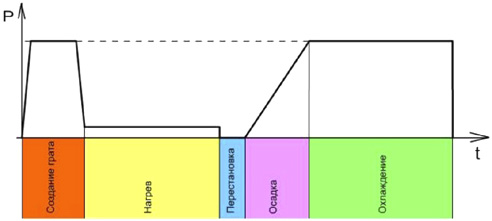
Рисунок №6 «Изменение давления прижима в ходе сварочного процесса»
Отличительной особенностью стыковой сварки является медленный глубокий нагрев поверхностей сварочным зеркалом, нагретым до сравнительно невысокой температуры (около 200-210°С).
Теоретически, для сварки более толстостенных изделий рекомендуется применять более низкую температуру зеркала в течение более длительного времени (см. рис. 7 и 8), чтобы прогреть толстостенное изделие (трубу) на большую глубину. С другой стороны, погрешности оборудования и окружающая среда вносят отклонения температурного режима больше, чем рекомендуемые изменения настроек температуры в зависимости от толщины стенки трубы. Поэтому на практике температура зеркала не зависит от толщины стенки трубы.
Замечание: Рекомендуемые и общепринятые режимы нагрева труб и листов (температура и время) подобраны таким образом, что обеспечивают плавный прогрев материала на глубину, приблизительно равную толщине стенки трубы или толщине листа (см. рис. 9). Это обстоятельство рекомендуется учитывать при фиксации труб и торцевании. Отторцованная труба должна выступать из зажимов центратора на длину не менее толщины стенки трубы.
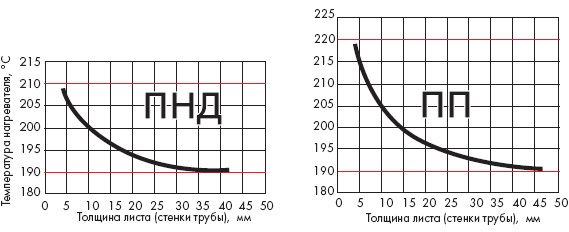
Рисунок №7-8 «Температура сварочного зеркала для ПНД и ПП»
При температуре сварочного зеркала около 200°С и при температуре окружающей среды около комнатной скорость прогрева материала в глубину поддается точному расчету (для ПНД условно считается приблизительно равной 1мм за 10 сек). Эта скорость определяет рекомендуемое время нагрева в зависимости от толщины стенки трубы (см. табл. 2).
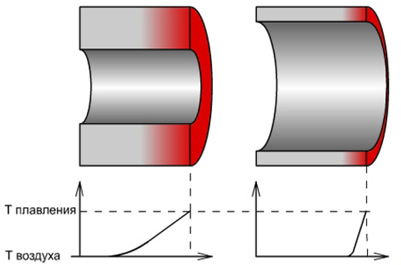
Рисунок №9 «График распределения температуры в трубах с разной толщиной стенки»
6. Перестановка
После нагрева поверхностей решающее значение имеет быстрое удаление нагретого инструмента и совмещение нагретых свариваемых поверхностей. При этом необходимо не смять, не запачкать и не повредить другим способом нагретые поверхности! Максимально допустимое время на отведение подвижной трубы, удаление сварочного зеркала и сведение торцов труб называется временем перестановки и указывается в сварочных таблицах. Превышение этого времени ведет к остыванию оплавленных торцов и, как следствие, к плохому качеству шва. Очевидно, что для более толстостенных изделий допустимое время перестановки выше (см. табл. 2).
Замечание: Во время перестановки нагретый материал, контактируя с воздухом, быстро окисляется. Кроме того, тонкий слой нагретой поверхности успевает немного остыть. Поэтому следует стремиться к уменьшению времени перестановки.
Скорость сведения труб в момент их контакта должна быть как можно ближе к нулю. Приложение значительного давления в первый момент контакта приведет к выдавливанию расплавленного материала из зоны шва и, к тому же, сильно увеличит высоту грата.
7. Осадка
От момента контакта свариваемых поверхностей, по мере остывания материала, давление прижима поверхностей необходимо медленно и плавно увеличивать до рекомендуемого давления охлаждения. При увеличении давления расплавленный материал частично выдавливается из зоны шва и течет в направлении наружного и внутреннего грата, при этом тонкий слой материала, окислившийся и остывший во время перестановки, смешивается с более глубокими слоями и не оказывает отрицательного влияния на качество шва.
Экспериментально определенное оптимальное время, в течение которого должно быть плавно достигнуто давление охлаждения, известно как время осадки и указывается в сварочных таблицах (см. табл. 2). Во время осадки и на первом этапе последующего охлаждения происходит окончательное формирование грата.
8. Охлаждение
При охлаждении окончательно формируется зона сварного соединения. Основная идея этого процесса состоит в том, чтобы толщина стенки трубы в зонах, прилегающих к сварному шву, увеличилась. Причем это увеличение должно быть тем больше, чем больше был нагрет (подвергся термической деградации) материал в данной точке. Рекомендуемые режимы нагрева и осадки подобраны таким образом, что оптимальным для охлаждения является усилие прижима, равное усилию при предварительном нагреве.
После осадки давление прижима деталей сохраняется постоянным до полного охлаждения при комнатной температуре. Время охлаждения зависит от материала и толщины стенки свариваемых труб (или толщины листов) и указывается в сварочных таблицах (см. табл. 2).
Не следует пробовать ускорить остывание (применение холодной воды или пр.) – это приведет к созданию внутренних напряжений в материале и, как результат, к снижению прочности шва.
После остывания сваренные части можно вынуть из аппарата.
Замечание: Перед раскрытием зажимов, фиксирующих трубы в фиксаторе, не забудьте сбросить усилие прижима до нуля!
Таблица №2 «Основные параметры для сварки встык труб из ПНД»
Методы сварки полиэтиленовых труб
Для прокладки магистральных, распределительных и индивидуальных сетей холодного водоснабжения, канализации, вентиляции и газопроводов используют полиэтиленовые трубы. Они имеют продолжительный срок службы, инертны к агрессивным веществам, не влияют на состав транспортируемых сред и не образуют отложений благодаря гладкой внутренней поверхности.
Полиэтиленовые трубы сохраняют эксплуатационные свойства при температуре -70 °C и не подвержены коррозии, поэтому могут использоваться при монтаже коммуникаций в подвальных помещениях и под землей. Для получения неразъемных соединений отдельных участков напорных трубопроводов из ПЭ применяют различные виды сварки. Выбор технологии зависит от диаметра и толщины труб, условий эксплуатации, места проведения сварочных работ и других факторов.
Виды и характеристики способов сварки
В основе всех способов сварки полиэтиленовых трубопроводов лежит принцип молекулярной диффузии. При нагревании торцов труб до температуры плавления и соединении под давлением происходит перемешивание молекул полимера. После охлаждения образуются новые химические связи, которые обеспечивают получение прочных и герметичных узлов. Для формирования неразъемных соединений полиэтиленовых труб используются следующие способы сварки:
- Встык нагретым инструментом. Требует для выполнения работ наличия свободного пространства и обеспечивает получение соединений, сопоставимых по прочности с цельной трубой.
- Электромуфтовая. Ее выполняют с помощью электросварных муфт с закладными нагревательными элементами.
- Раструбная. Используется для прокладки систем небольшого диаметра.
При монтаже криволинейных трубопроводов применяют сварку с экструдером. Такая технология позволяет менять направление коммуникаций без фитингов и предусматривает возможность ремонта уложенных труб без демонтажа всей системы.
Важно! Чтобы получать прочные и надежные соединения, нужно выбирать трубы и соединительные детали одного производителя.

Сварка полиэтиленовых труб встык
Метод стыковой сварки используют для монтажа полиэтиленовых труб с одинаковым SDR и диаметром, который должен составлять не менее 50 мм. Толщина стенок — более 5 мм. Сварка встык проводится при температуре от -15 °C до +45 °C и не может использоваться для безнапорных трубопроводов из-за образования грата на внутренней поверхности. При выполнении сварочных работ применяют:
- центратор для неподвижного закрепления и соосного расположения концов труб;
- торцеватель для обработки торцевых срезов;
- сварочное зеркало для нагрева полимера.
Подачу напряжения к каждому узлу обеспечивает блок питания. Усилие для соединения полиэтиленовых труб под давлением создает устройство с механическим или гидравлическим приводом. Способ управления зависит от типа сварочного аппарата, который может быть ручным, полуавтоматическим и автоматическим.
Процесс стыковой сварки включает следующие этапы:
- Удаление пыли, грязи и зачистку от окисленного слоя полимера.
- Закрепление труб в центраторе и торцевание с обрезкой торцов под углом 90°.
- Нагревание концов до размягчения полиэтилена.
- Соединение торцов под давлением и охлаждение в естественных условиях.
Температура нагрева сварочного зеркала составляет +205…+230 °C. Время воздействия зависит от условий проведения работ и увеличивается в холодный период.
Важно! При выполнении стыковой сварки полиэтиленовых труб нужно контролировать ее продолжительность, усилие прижима и температуру нагрева.

Сварка с применением электросварных фитингов
Позволяет выполнять сварочные работы в труднодоступных местах и соединять трубы диаметром от 20 мм. Электромуфтовая сварка востребована при монтаже трубопроводов сложной конструкции с давлением до 16 атм. Ее выполняют с помощью муфт и других электросварных полиэтиленовых фитингов, внутри которых находится открытая или закрытая металлическая спираль.
При подаче напряжения на закладной элемент концы фасонных элементов и труб нагреваются до температуры расплавления и свариваются. После остывания образуются герметичные соединения, прочность которых сопоставима с аналогичными характеристиками исходного материала.
При выборе электросварных фитингов учитывают особенности конструкции трубопровода и его диаметра. На этикетке фасонных элементов указаны параметры проведения сварки и штрих-код, который считывается сканерами сварочных аппаратов в автоматическом режиме.
Технология соединения с помощью электросварных фитингов может использоваться при монтаже трубопроводов из сшитого полиэтилена и с армированием. Однако электромуфтовая сварка исключает бестраншейную прокладку и стоит дороже, чем стыковая из-за высокой стоимости фасонных элементов.
Важно! Перед началом сварочных работ концы труб нужно зачистить и обрезать под углом 90°.

Раструбный метод сварки труб из полиэтилена
При таком способе сварки используют трубы с раструбом или специальные муфты. Расплавление торцов и фитингов происходит с помощью аппарата с насадками, которые нагревают до температуры +210 °C. Устройства для сварки могут быть ручными или механическими. Выбор модели зависит от диаметра трубопровода.
После размягчения полимера торец вставляется в раструб другой трубы или в муфту. Узел фиксируют и выдерживают под давлением до остывания. Раструбную сварку используют для соединения полиэтиленовых труб при монтаже внутренних инженерных систем диаметром 16-125 мм. При увеличении сечения трубопровода повышается техническая сложность работ.
Важно! Если раструбная сварка проводится при отрицательной температуре, время нагрева увеличивают на 1-2 секунды от нормативных показателей.

Сварка с помощью экструдера
Соединение полиэтиленовых труб с помощью экструдера обеспечивает высокое качество швов. Оно позволяет менять направление коммуникаций без применения фитингов, и применяется для монтажа напорных трубопроводов с толщиной стенок более 6 мм. Для сварки необходим экструдер, в который загружают полиэтилен в виде гранул или стержней. Аппарат расплавляет полимер и выпускает размягченную массу под давлением.
Перед началом работ торцы труб обрезают под нужным углом, удаляют грязь и стружку и обезжиривают. После проварки и остывания швы можно зачистить.
Правила проведения сварки и контроль качества швов
Для получения качественных швов при сварке полиэтиленовых трубопроводов нужно соблюдать регламент проведения работ и контролировать температурный режим и другие параметры. Также следует придерживаться некоторых правил:
- Тщательно зачищать торцы труб. Попадание частиц масла, песка и других загрязнений существенно ухудшит качество швов. Полученные соединения не смогут выдерживать заявленную нагрузку и сохранять герметичность.
- Обеспечивать неподвижность до полного остывания в естественных условиях. При смещении свариваемых деталей до схватывания полимера возможна разгерметизация узла и снижение прочности.
Качество сварных швов контролируют с помощью разных методов, которые указаны в ГОСТ 16971-71. Описание и оценка дефектов отражены в ГОСТ Р 54792-2011.
Сварка полиэтиленовых труб

Сварка полиэтиленовых труб является одним из самых распространенных методов соединения трубопроводов из этого материала. Полиэтиленовые трубы широко используются в водоснабжении, отоплении, газоснабжении, канализации и других видах техники. Существует два основных метода сварки полиэтиленовых труб: сварка по технологии ТЭФ и сварка по технологии ТЭС. Первый метод предполагает использование специального оборудования, которое нагревает концы труб до определенной температуры, после чего они соединяются вручную. Второй метод сварки основан на том же принципе, но в данном случае трубы соединяются автоматически с помощью специальных машин.
При выборе метода сварки полиэтиленовых труб необходимо учитывать ряд факторов, таких как диаметр труб, технические характеристики материала, условия эксплуатации и прочее. Важно также обеспечить надежную герметичность соединения, чтобы избежать утечек и повреждений трубопровода. Рекомендуется проводить сварку полиэтиленовых труб только квалифицированными специалистами, обладающими необходимой квалификацией и опытом работы. Неправильно выполненная сварка может привести к серьезным последствиям, включая поломку трубопровода и нарушение работы всей системы. Вывод: сварка полиэтиленовых труб – это важный и сложный процесс, который требует точности, опыта и знаний. При выполнении сварки необходимо придерживаться технологии, выбирать подходящий метод и использовать качественное оборудование. Только в этом случае можно обеспечить надежную работу трубопровода и избежать неприятных последствий.
Метод сварки полиэтиленовых труб встык
Наиболее часто для сварки полиэтиленовых труб применяется метод сварки встык. Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров.
Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка.
Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы.
Технология проведения процесса сварки
1.Основные условия выполнения стыковой сварки для всех типов и размеров пластиковых труб.
Трубы должны быть сделаны из одной марки полиэтилена.
Свариваемые поверхности должны быть чистыми и ровными.
Для выравнивания торцов свариваемых труб используется специальное устройство – торцеватель.
Сварка пластиковых труб. Сварка полиэтиленовых труб. При сварке труб, трубы должны быть соосны и для достижения этого используется центратор(позиционер). Центратор включает в себя как правило пару подвижных хомутов и пару неподвижных хомутов установленных на раме.
Одна из главных особенностей полиэтиленов – очень высокий коэффициент температурного расширения. Это значит, что в течение сварочного процесса необходимо избегать:
Неравномерного или слишком быстрого нагрева, приводящего к большому перепаду температур в двух соседних точках;
Быстрого остывания сварного шва.
Иначе впоследствии мы получим значительные внутренние напряжения в материале, т.е. снижение прочности сварного соединения.
Каждый производитель сварочного оборудования разрабатывает собственные стандарты сварочного процесса. Но в любом случае это совокупность параметров различных этапов сварки (температура нагревательного элемента, усилие давления, продолжительность воздействия). Изменение любого из параметров в определенных пределах не обязательно испортит всё дело, но повлечет обязательное изменение как минимум еще одного параметра. Например, если мы снизим температуру нагревательного элемента, то будем вынуждены, как минимум, сократить продолжительность технологической паузы.
2.Температура нагревательного элемента.
Температура нагревательного элемента имеет значение для двух фаз сварочного процесса – фаза 1 (оплавление) и фаза 2 (нагрев). Далее нагревательный элемент убирается из зоны сварки и больше в процессе не участвует.
Единственное назначение нагревательного элемента – нагреть торцы свариваемых труб таким образом, чтобы после удаления нагревательного элемента из зоны сварки эти торцы можно было соединить для получения качественного сварного шва.
Полиэтилены обладают таким свойством, что при нагреве переходят вначале в пластическое состояние, а затем в вязко-текучее. Граница между этими состояниями размыта. Температура перехода в вязко-текучее состояние у каждой марки полиэтилена своя – чуть ниже 200ºC.
После удаления из зоны сварки нагревательного элемента поверхность торцов свариваемых труб успевает немного остыть. Для того чтобы торцы свариваемых труб слиплись при касании, температура поверхности торцов должна гарантированно оставаться выше 200 ºC, даже с учетом этого остывания.
Таким образом, условие выбора температуры нагревательного элемента для каждой марки полиэтилена должно выбираться с учетом запаса на остывание при удалении нагревательного элемента из зоны сварки, и так же с учетом возможных погрешностей (качество полиэтилена и качество нагревательного элемента).
3. Усилие сжатия труб при оплавлении; высота грата.
Когда торец свариваемой трубы впервые касается нагревательного элемента, необходимо как можно скорее достичь полного теплового контакта между поверхностями торца свариваемой трубы и нагревательного элемента. При этом некоторое количество расплавленного материала выдавливается по всему периметру торца свариваемой трубы в виде наружного и внутреннего грата и является подтверждением «подгонки» поверхности торца свариваемой трубы к поверхности нагревательного элемента.
При избыточном давлении прижатия грат образуется с острым внутренним углом, и если сварное соединение впоследствии будет подвергаться изгибающим нагрузкам, то этот острый угол будет являться «концентратором напряжений», здесь легче образуется трещина.
Если давление прижатия будет слишком маленьким, то оплавление полиэтилена будет проходить медленнее, что приведет к неоправданному увеличению сроков сварочных работ.
При выполнении стыковой сварки, большинство производителей сварочного оборудования рекомендуют устанавливать давление при оплавлении(формирование грата) равным давлению данным в таблице в соответствии с диаметром и SDR трубы плюс давление холостого хода.
Время образования грата не имеет никакого значения – основным параметром является высота грата.
4. Усилие сжатия труб при нагреве.
Когда достигнут полный тепловой контакт между торцом трубы и поверхностью нагревательного элемента, дальнейшее увеличение грата не имеет смысла. После образования грата для нагрева усилие прижима свариваемых труб к нагревательному элементу должно быть равно табличному значению.
5. Время нагрева торцов.
Время нагрева торцов определяется глубиной прогрева, которую мы хотим достичь.
Здесь есть 2 момента, на которые надо обращать внимание:
Если глубина прогрева будет слишком малой, то это приведет к излишнему внутреннему напряжению и снизит прочность сварного соединения.
Если глубина прогрева будет слишком большой, то труба потеряет структурную жесткость и при сжатии трубы для осадки и остывания она просто сомнется.
6. Максимально допустимое время удаления нагревательного элемента из зоны сварки.
Допустимая продолжительность удаления нагревательного элемента из зоны сварки ограничивается одним фактором, происходящим с нагретым полимером на воздухе – остывание (окисление для трубных марок полиэтилена несущественный фактор). Если не уложиться в регламентированное производителем сварочного оборудования время, то торцы труб не слипнутся (остыли).
Остывание торцов свариваемых труб пропорционально зависит от толщины трубы. Чем толще труба, тем больше технологическая пауза и на оборот – чем тоньше труба, тем меньше технологическая пауза.
7. Давление сжатия труб при плавлении и остывании.
Основным критерием прочности трубы при всех равных других показателях является толщина трубы. Для того чтобы достичь увеличения прочности свариваемых труб в месте стыка их необходимо с усилием прижать друг к другу, пока нагретые слои не остыли. Тогда каждый участок труб «расплющится» и увеличит толщину стенки , что приведет к увеличению прочностных характеристик.
Учитывая то, что на практике все полиэтиленовые трубы имеют некоторую эллипсность допускается погрешность совпадения торцов свариваемых труб – до 10% от толщины стенки трубы.
Сжатие торцов свариваемых труб необходимо производить плавно повышая давление до табличного значения с учетом давления холостого хода.
8. Время остывания.
Ни в коем случае нельзя пытаться ускорить процесс остывания, поливая зону сварного соединения водой или воздействуя охлажденным воздухом. Это приведет к созданию внутренних напряжений в материале и, в результате, к общему ослаблению сварного соединения.
Точное время остывание зависит от диаметра и толщины свариваемой трубы и указано в сварных таблицах, предоставляемых производителем сварочного оборудования.
9. Влияние температуры воздуха
Температура оказывает непосредственное влияние на протекание каждой фазы стыковой сварки.
Для того чтобы исключить зависимость стыковой сварки от параметров внешней среды, разработчикам технологии стыковой сварки пришлось ограничить эту температуру неким допускным диапазоном. Как правило это от -5 ºC до +45 ºC.
Метод сварки полиэтиленовых труб с помощью электросварных фитингов
Электромуфтовая сварка полиэтиленовых труб позволяет получить, как и при сварке встык, качественное неразъемное соединение, ее используют для соединения ПЭ труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе соединения труб, сварочные работы производятся при температуре воздуха от -100С до +300С. При более широком интервале температур сварочные работы следует выполнять в укрытии, для соблюдения заданного температурного интервала. Сварка ПЭ труб состоит из подготовительных работ и собственно сварки деталями с закладными нагревателями (ЗН).

Подготовительные работы включают в себя:
- подготовку и проверку сварочного оборудования,
- подготовка места сварки и размещение сварочного оборудования,
- выбор необходимых параметров сварки (закладываются в зависимости от производителя и используемого электросварного фитинга),
- удаление оксидного слоя,
- закрепление и центровка труб и деталей в зажимах позиционера,
- протирка поверхностей свариваемых труб и деталей с ЗН.
Перед сборкой и началом сварки концы свариваемых ПЭ труб и соединительных деталей тщательно очищаются и протираются от всех загрязнений. Концы свариваемых труб обязательно должны быть ровно обрезаны, дабы избежать замыкания витков спирали и предотвратить вытекание расплавленного материала внутрь трубы. Затем производят механическую обработку концов трубы при помощи зачистных оправок или скребков для того, чтобы отчистить их от загрязнений и удалить оксидный слой. Неполное удаление оксидного слоя (оксидный слой образуется на поверхности трубы после ее производства) может привести к неоднородному или негерметичному сварному соединению. Как правило снимается стружка на глубину от 0,1-0,2 мм. Детали с ЗН механической обработки не подвергаются из-за возможности повредить нагревательную спираль. Затем снимается фаска с внешнего ребра трубы для облегчения одевания муфты. Закрепление ПЭ труб в позиционере позволяет отцентрировать, устранить овальность и свести на нет возможные смещения труб во время сварки.
Сварка полиэтиленовых труб является основным методом соединения трубопроводов в современном строительстве и инженерных коммуникациях. Для этой цели используют специальные аппараты, которые позволяют производить качественную и прочную сварку. Одним из наиболее популярных аппаратов для сварки полиэтиленовых труб является электросварочный аппарат. Он оснащен двумя нагревательными пластинами, которые нагревают концы труб до определенной температуры. Затем пластины удаляются, и трубы надвигаются друг на друга под определенным углом. Под действием давления сварочный шов образуется за несколько секунд. Другой тип аппаратов для сварки полиэтиленовых труб – это стыковые сварочные аппараты. Они используются, когда диаметр трубы превышает 315 мм.
Стыковой аппарат формирует сварной шов путем прогрева и сжатия двух концов трубы между собой. Таким образом, получается более прочное и надежное соединение. При выборе аппарата для сварки полиэтиленовых труб необходимо учитывать максимальный диаметр трубы, которую вы собираетесь сваривать, а также требования к прочности и надежности сварного соединения. Кроме того, необходимо учитывать возможность работы в условиях сильных колебаний температуры и влажности. Заключительно, можно сказать, что правильно выбранный аппарат для сварки полиэтиленовых труб является залогом надежности и безопасности в эксплуатации трубопровода. Поэтому не стоит экономить на его качестве и выбирать проверенных производителей.
Компания Армарост реализует все необходимые элементы водопроводной системы на базе полиэтиленовых труб. С полным перечнем продукции можно ознакомиться внашем каталоге.
Сварка полиэтиленовых труб
Основными видами соединения полиэтиленовых труб являются:
- электромуфтовая сварка;
- стыковая сварка;
- механическое соединение, с помощью соединительных деталей.

При электромуфтовой сварке разогрев полиэтиленовых труб обеспечивается за счёт применения электросварных фитингов. При подаче со сварочного аппарата электрического тока на нагревательный элемент фитинга происходит процесс сварки. В результате которого полиэтилен расплавляется, и фасонная часть приваривается к стенке трубы. Перед сваркой поверхность на свариваемых участках должна быть механически зачищена от возможных загрязнений и оксидной плёнки. Важно обеспечить полную неподвижность трубы и фасонной части как в процессе нагрева при прохождении электрического тока, так и в процессе остывания, после сварки.

Электромуфтовое соединение будет готово по истечении времени, необходимого для остывания. Сварочные аппараты самого высокого класса могут самостоятельно проводить весь цикл сварки и заносить данные в специальный электронный протокол, который затем может быть распечатан.
Применение деталей с закладными нагревательными элементами особенно эффективно при использовании длинномерных отрезков ПЭ труб (диаметры 25-160 мм). Кроме того, сварку фитингами с закладными нагревательными элементами используют при ремонтных работах, работах в стесненных условиях и врезках в действующие трубопроводы.

Стыковая сварка — это технология, которая уже многие годы применяется для соединения полиэтиленовых труб. Концы труб устанавливают и соединяют в специальной машине для стыковой сварки. После выравнивания и фиксации края труб гладко зачищают при помощи специального электрического приспособления, обеспечивая их взаимную параллельность. Затем концы труб разогревают нагревательной плитой с фторопластовым покрытием, температура которой регулируется термостатом. Нагревательную плиту помещают между подлежащими соединению концами труб. Когда края труб достаточно расплавятся, плиту убирают, а концы труб прижимают друг к другу и дают трубам остыть. После сварки стыка на наружной и внутренней поверхности трубы образуется шов. Его можно легко удалить при помощи специального оборудования. Качество соединения быстро и надежно устанавливается визуальным контролем шва снаружи.

Хорошая свариваемость является одним из важнейших факторов, определяющих широкое применение труб из ПНД. Качественная сварка встык выполняется одним сварным швом и обеспечивает его равнопрочность с остальной трубой.
Сварка нагретым инструментом встык применяется как для соединения труб между собой, так и для соединения со сварными или литыми (спигот) фитингами.
Сварочное оборудование для полиэтиленовых труб вы можете посмотреть здесь .

Фланцевые соединения — наиболее распространенный вид разъемных соединений. Соединение выполняют с помощью втулок под фланцы, привариваемых к торцам полиэтиленовых труб, и накидных металлических фланцев.
Фланцевое соединение является наиболее применяемым разъемным соединением при строительстве водопроводов из полиэтиленовых труб. Часто применяется стальной фланец приварной ГОСТ12820-80.
Механическое соединение осуществляется с помощью специальных компрессионных фитингов.
Компрессионные фитинги для труб малых диаметров (50 мм и менее), т.е. там, где фланцевые соединения, соединения методом стыковой сварки экономически нецелесообразны или практически невозможны, используются компрессионные фитинги (обжимные фитинги, цанговое обжимное соединение).
Цанговые обжимные соединения рассчитаны на давление до 10 Атм. В этих соединениях стойкость к механическим нагрузкам обеспечивается за счет врезания в трубу зубьев разрезной пластмассовой втулки, а герметичность — резиновым уплотнительным кольцом.

Компрессионные фитинги широко применяются как при соединении полиэтиленовых труб между собой, так и при соединении полиэтиленовой трубы с трубой из другого материала. Например, при замене изношенного участка стального трубопровода полиэтиленовой трубой компрессионный фитинг успешно соединяет полиэтиленовую трубу с металлической.
Транспортировка, хранение, прокладка, особенности водопроводных полиэтиленовых труб

В основном перевозка осуществляется специально оборудованным автомобильным транспортом. При хранении необходимо обеспечить сохранность полиэтиленовых труб и соединительных деталей от механических повреждений, попадания на них нефтепродуктов и жиров, засорения внутренних поверхностей, облучения солнечными лучами.
Прокладка трубопроводов из полиэтиленовых труб осуществляется как обычным траншейным методом, так и инновационными методами – с помощью технологии направленного подземного бурения или с использованием технологии протягивания внутри старой металлической трубы новой пластиковой. Эти два последних способа позволяют обойтись без вскрытия грунта, демонтажа старых сетей и прочих издержек.