О, как -> Сварочный на металлолом!

Пред история:
Ранее, выкладывал на Авито свой старый сварочный аппарат, 220/380в, за 3т.р. провисел он у меня пол года и нифига, а место занимал, почесал репу и думаю ай да разберу на металлолом.
Разобрал) по итогу сдал меди на 4.3т.р.
Хм, продуктивно!
Ну дык вот, подписался я значит на Авито, Юле, Фарпосте на свар.апараты.
Приходит инфа о продаже, захожу смотрю, звоню, приезжаю и забираю.
Максимум на все манипуляции потратил пару часов, выхлоп: 5148₽, чистыми 3648₽


15 января 2022
Поделиться:
Комментарии 31
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

�� привет сварочными ещё занимаешься? Чёт вокруг посмотрел товарищи/друзья все то менеджеры то белоручки. Хотим дверь вставить железную на лестничную площадку соседями, заказывать в размер дорого, сварщики по обьявам загибают от 10-15 за рабочий день. Дверь есть железная, не в размер (больше) вот думаю как ее вкорячить в деревянную коробку уже существующую. Короче если вдруг подхалтурить есть желание, черкни примерно сумму за укоротить и подварить её…

Приветствую, свар.работами занимаемся, но у себя в цеху. Подобные работы не особо интересны.
Как вставить, легко, рамку из уголка в размере деревянной коробки и к ней дверь.
Таак. А если замерю, и привезу подогнать ее в размер — в цеху? Дверь соответственно подрезать под эту коробку — это скока примерно может стоить, диапазон от и до ?

Привет, если не сложно переподпишись на х-трейл

по-моему, это чистый воды троллинг.
никто не будет даже дохлые сварочники дешевле металла отдавать.
а уж как сгенерировать направленный луч поноса от читателей при виде якобы уничтожаемого справного девайса — так вааще милое дело. Как это, чёрный пеар, или вирусный, вроде, да?

Варварство. Уничтожение рабочих инструментов и оборудования в лом. Привет Сомали и Танзания! А инверторы…массовые модели рассчитаны под бытовую розетку, а это максимум 6квт, что означает в лучшем случае 200А в дуге и электрод 4 и не каждый, и варить инвертором надо научиться. Чуть легче варят инверторы, содержащие кроме трансформатора дроссель по выходу. Типа старой, серенькой Ресанты. Постепенно они исчезают из продажи — себестомость заметно выше. Профессиональное оборудование варит очень хорошо, но и питается не от розетки!
Что можно сделать из старого сварочного аппарата трансформаторного типа

Сварочный трансформатор – одно из самых надежных и простых сварочных устройств. В статье расскажем о его устройстве, принципе работы, что стоит знать перед покупкой трансформаторного аппарата и на какие модели обратить внимание.

Тот, кто имеет свой дом, знает, как часто приходится заниматься ремонтом, что-то конструировать или строить. Поэтому в хозяйстве обязательно должны быть различные инструменты. Нередко приходится выполнять операции с металлом: отрезать, соединять его. Иногда можно обойтись простыми скрутками, болтовыми соединениями, но в некоторых случаях единственным вариантам остается сварка. Самый простой способ в этом случае – электродуговая сварка, а самый доступный и надежный аппарат – это сварочный трансформатор. Трансформаторный агрегат хорош тем, что работает от любой розетки, где имеется стандартное переменное напряжение, а внутренняя схема сварочника настолько проста, что там абсолютно нечему ломаться.
Виды сварочных трансформаторов
В продаже можно встретить такие сварочные аппараты трансформаторного типа, выпускаемые серийно:
1. Агрегаты с регулированием амплитуды, у которых нормальное магнитное рассеяние, а дроссель имеет воздушный зазор.
2. Сварочники на переменном токе с регулированием амплитуды, у которых увеличенное магнитное рассеяние – обмотки в подвижном состоянии или разнесенные, имеющие реактивный характер, магнит подвижный или шунт, который подмагничивается, со стабилизацией конденсаторной или импульсного типа.
3. Тиристорные модели, где регулируется фаза – стабилизация выполнена по импульсному типу либо методом подпитки.
В первых двух категориях сварочных трансформаторов бытовой или профессиональной комплектации регулировка амплитуды осуществляется за счет изменения трансформаторного сопротивления или при помощи регулировки напряжения, когда холостой ход. Форма однофазного сигнала, а именно синусоида, остается неизменной.
Сварочные трансформаторы-тиристорники имеют в своей схеме фазорегулирование. Основные типы таких агрегатов работают по принципу преобразования синусоиды сигнала в форму, близкую к импульсам разных чередующихся полярностей.
Устройство оборудования
При классическом устройстве сварочного трансформатора с подвижной обмоткой он содержит следующие элементы:
1. Металлический корпус прямоугольной формы, где по всем сторонам имеются продольные отверстия для циркуляции воздуха при охлаждении.
2. Крышку, на которой расположен элемент регулировки сварочного тока.
3. Сам трансформатор с двумя обмотками первичного и вторичного назначения с магнитопроводом или сердечником замкнутой конструкции, регулировочным винтом, по ленточной резьбе которого перемещается ходовая гайка с закрепленной на ней обмоткой.
4. Рукоять, связанную с регулировочным винтом и служащую для управления зазором.
5. Клеммы или зажимы для подключения к сварочному агрегату силовых кабелей с держателем электрода и общей клеммой.
Магнитопровод
Так как магнитопровод в сварочном трансформаторе является одним из главных элементов, следует поговорить о нем отдельно. Основная задача магнитопровода состоит в передаче магнитного поля от первичной обмотки ко вторичной. При этом сам замкнутый сердечник не является элементом, который каким-либо образом может повлиять на силу тока. Материал, из которого он изготовлен, – это сталь электротехническая. Сердечник не имеет цельнометаллической формы, а собран из отдельных пластин, изолированных друг от друга специальным лаком.

Целью объединения пластин в одну группу является способ предотвращения появления в сердечнике токов, противодействующих магнитной индукции и таким образом ослабляющих ее.
Как снизить шумы сварочного трансформатора? При прохождении токов большой величины в обмотках трансформатора за счет сильного магнитного поля пластины сердечника начинают издавать гул. Чтобы его уменьшить, необходимо как можно сильнее стянуть пластины.
Принцип работы сварочного трансформатора
Трансформатор сварочного типа является прибором понижающего типа. Он преобразует высокое напряжение в более низкое. За счет этого увеличивается сила тока во вторичной обмотке, которая способна плавить металл во время сварки. В самом физическом процессе – принципе работы в трансформаторе с подвижной обмоткой – нет ничего сложного:
При подаче на обмотку первичного типа высоковольтного переменного напряжения в ней образуется поток магнитного поля, который имеет переменный характер. Этот магнитный поток пронизывает сердечник. Последний в свою очередь передает поле на вторую обмотку, при этом снижая потери магнитной индукции в пространстве. Магнитная индукция наводит во вторичной обмотке электродвижущую силу (ЭДС), которая заставляет электроны металла перемещаться, то есть получается электрический ток. Так как витков во вторичной обмотке меньше, чем в первичной катушке, напряжение на выходе трансформатора падает, а ток возрастает. При замыкании электрода о заготовку возникает электрическая дуга, которая и переносит частицы металла с электрода на свариваемые детали.
Кроме режима сварки, когда сварочный трансформатор находится под нагрузкой, схема сварочного трансформатора может быть в режиме холостого хода.
Холостой ход
Холостой ход не означает, что нет протекания тока в проводе вторичной катушки. За счет магнитных потоков рассеяния он может возникать. Это не всегда безопасно для сварщика, так как напряжение на зажимах вторичной обмотки трансформатора при холостом ходе увеличивается сильнее, нежели под нагрузкой, и можно получить электрический удар.
Чтобы этого избежать, металлический корпус агрегата всегда должен быть заземлен. Также в некоторых моделях сварочных трансформаторов ставят блок защиты от возрастающего тока холостого хода. Включение этого блока происходит сразу по завершении сварочной операции.
Какие характеристики учитывать при покупке
Помните! При покупке сварочного аппарата на базе трансформатора нужно осознавать, что этот прибор хорош своей простотой, но редко можно получить на нем красивый сварной шов. Поэтому недорогие аппараты такого типа подойдут только для бытовых нужд без претензий на профессиональную сварку. Если же брать серьезные трансформаторные агрегаты с системой стабилизации дуги, то они будут прилично стоить и должны себя оправдывать.
Осуществляя выбор сварочного оборудования, смотрят на следующие параметры:
1. Величину сварочного тока, которая у слабых бытовых моделей не более 200 ампер, у полупрофессиональных будет доходить до 300 ампер, у мощных производственных моделей превышает отметку в 300 ампер.
2. Толщину электрода и тип, с которым способен работать аппарат. Для сварки тонкостенных и средних по толщине металла заготовок подойдет сварочник, работающий с 2- и 5-миллиметровыми электродами, для сварки толстых стенок агрегат должен иметь возможность плавить электроды диаметром свыше 5 мм.
3. Мощность потребления и выходная КПД. Более мощные трехфазные агрегаты чаще используют как промышленное оборудование.
Популярные модели
ЗУБР ЗТС-200 – компактный трансформатор, которым можно варить сталь низкоуглеродистой марки. Установка может брать питание как от трехфазной, так и от однофазной сети, что выбирается специальным переключателем. Прибор обеспечивает сварной ток в диапазоне от 60 до 200 ампер, чего достаточно для решения бытовых задач при работе с металлами толщиной не более 6 мм. Во избежание перегрева модель снабжена тепловым предохранителем.

PRORAB FORWARD 180 – дешевый маломощный сварочный трансформатор для работы с чугуном и сталью. На нем применяют электроды диаметром не более 4 мм, мощность сварного тока не превышает 180 ампер. Запитывать устройство можно от 380 и 220 В. Производитель укомплектовал сварочник силовыми проводами с крокодилом и держателем электродов, щитком для защиты лица, щеткой по металлу и удалителем шлака.

ELITECH АС 200Т – сварочный трансформатор полупрофессиональной категории с питанием от сети любого типа. Мощная модель (в пределах 10 кВт), которая рассчитана на продолжительную непрерывную работу с выдачей максимального тока 200 ампер. Допустимо работать тонкими электродами от 1.6 до 4 мм толщины. Пользователи отзываются о сварочнике как об очень неприхотливом устройстве.
Изучите продукт! Самое лучшее при выборе сварочного трансформатора – изучить наиболее удачные технические параметры для такой категории устройств и сопоставить их с параметрами реальных моделей, предлагаемых на рынке.
Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
1. Используют старый ЛАТР (автотрансформатор). Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер.
2. Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину.
3. Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Споттер из сварочного аппарата своими руками для кузовного ремонта


При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.

Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась.
Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.

Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Общий принцип действия – моментальный нагрев за счет малого сопротивления материала. Для этого необходим ток – не менее 1300 Ампер.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Популярное: Сварка чугуна в домашних условиях несколькими способами
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;

- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;
- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.

Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.

Изготовление рабочего трансформатора и блока управления:
Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Популярное: Сварочный инвертор своими руками: это просто, если разобраться
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.

Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме.
Обратите внимание
Главное условие – пусковая кнопка должна быть под рукой на контактном пистолете, и она не должна быть фиксируемой. В противном случае можно создать короткое замыкание вторичной обмотки, которое приведет к перегреву устройства.
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
Вся конструкция контактного пистолета должна приводиться в разомкнутое и отключенное состояние под действием пружин. То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.

Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
ВАЖНО! Необходимо помнить, что обычный сварочный аппарат, приспособленный для точечной сварки – работает в нестандартных для его конструкции режимах.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции — далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
- 1 Полуавтоматическая сварка из инвертора
- 1.1 Необходимые инструменты и материалы
- 1.2 Процесс переделки инвертора
- 1.3 Узел механизма подачи проволоки
- 1.4 Устройство узла горелки
- 1.5 Управление и питание
- 1.6 Сборка агрегата
- 1.7 Контроль в процессе работы
- 2.1 Блок преобразования тока
- 2.2 Подключение фильтра
- 2.3 Дроссельный узел
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Рисунок 2 — Полуавтомат из инвертора
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Рисунок 3 — Схема сварочного полуавтомата
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Рисунок 4 — Обмотка инвертора
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Рисунок 5 — Схема регулятора оборотов электродвигателя
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

Рисунок 6 — Подающий механизм
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Рисунок 7 — Устройство узла горелки
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
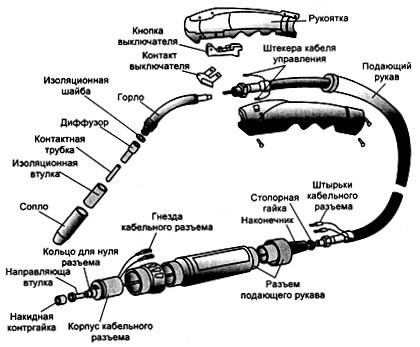
Рисунок 8 — Устройство газовой горелки
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
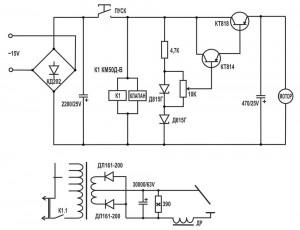
Рисунок 13 — Схема сварочного устройства
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Рисунок 14 — Подающий механизм для проволоки
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
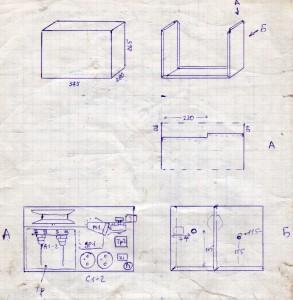
Рисунок 15 — Чертеж с размерами корпуса
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.