На какой полярности варить полуавтоматом с газом
Качественное строительное оборудование!
Онлайн-камера
прямая трансляция
из офиса
- 8 804 333-94-39
Бесплатный звонок по России Пн-Пт: 8.30 — 18.00 / Сб: 9.00 — 17.00
- Заказать звонок
- Каталог
- Сварочные аппараты
- Сварочные инверторы MMA
- Сварочные полуавтоматы MIG/MMA
- Сварочные аппараты 3 в 1 MMA/CUT/TIG
- Аргонодуговая сварка MMA/TIG
- Плазморезы CUT
- Аксессуары и запчасти для сварочного аппарата
- Комплектующие для сварки
- Магниты для сварки
- Поршневые аппараты
- Мембранные аппараты
- Для дорожной разметки
- Штукатурные станции
- Красконагнетательные баки
- Для шлифовки шпатлевки
- Гидропоршневые аппараты
- Строительные ходули
- Аксессуары для окрасочных аппаратов
- Пистолеты и удлинители
- Сопла и соплодержатели
- Фильтры
- Шланги высокого давления
- Соединители и переходники
- Виброплиты
- Вибротрамбовки
- Глубинные вибраторы
- Виброрейки
- Бытовые компрессоры
- Профессиональные компрессоры
- Аксессуары и запчасти для компрессоров
- Однофазные бензогенераторы
- Трехфазные бензогенераторы
- Бензогенераторы серии Equal
- Комплектующие для бензогенераторов
- Cварочные бензогенераторы
- Газовые пушки
- Дизельные пушки
- Отбойные молотки
- Резчики швов
- Фрезеровальные машины
- Комплектующие к строительному оборудованию
- Доставка DPD
- Доставка СДЭК
- Доставка Энергия
- Сервисный центр
- Услуги
Особенности полуавтоматической сварки с применением углекислого газа

Сварка с применением углекислоты по принципу работы чем-то напоминает газовую сварку. Возможно производить соединение с защитой, так и без нее. Принцип работы такой сварки – нагнетание углекислого газа на место соединения двух частей свариваемого материала. Сварочная дуга нагревает части материала до максимальных температур; производится распад вещества на части, такие как O2 и CO. В результате мы получаем сварочный швы с устойчивостью к коррозии, окислению и ржавчине.
Чтобы углекислый газ сразу же не окислил железо и углерод, попадая на метал, рекомендуется использовать проволоку в составе которой содержится марганец и кремний. Эти примеси выбирают в себя действие углекислого газа. Сплавы, которые мы получаем в конечном итоге выходят на поверхность шва и идут в отходы. Одна ёмкость углекислого газа обеспечит работой на время до пятнадцати часов. Такая сварка используется преимущественно для сваривания труб и металла. Защитный газ имеет в себе электроды графита и вольфрама.
Сварка полуавтоматом настолько легка в эксплуатации, что подойдёт даже для новичков. При стабильном сроке электрической дуг в таком типе сварки используется обратная полярность. При смене на прямую стоит ожидать плохое качество сварочного шва. Но! Если шов надо заполнить увеличенным количеством металла, то используется прямая полярность. Диаметр посадочной проволоки прямо пропорционален напряжению дуги сварки и толщине стенок металлических деталей. Если вы утолщаете стенки металлических частей. В зависимости от дуги устанавливают интенсивность выдачи проволоки. Защитная среда от углекислого газа – вещество, не имеющее ни цвета, ни запаха, ни вкуса. Если избегать максимальной концентрации при работе, то оно не принесет вред здоровью. Не взрывоопасен при открытом огне. Имеет плотность 1.983 кг/м³.
Перед тем как начать сварку, баллон ставят вертикально, в результате чего скопившаяся влага оказывается на дне ёмкости. Подачу углекислого газа регулируют непосредственного газовым редактором.
После установки баллона и настройки необходимых параметров производится непосредственно сама сварка.
- Перед работы детали требуют полной очистки от любых загрязнений и всего в таком роде; снятия фаски с краёв. Для этого используют наждачную бумагу и щётки по металлу;
- Все нужные элементы закрепляют в исходное положение;
- Для начала производится пробный шов. Для него использую малое напряжение постоянного тока и наблюдают за реакцией металла. Если использовать большие напряжения сразу, то металлические детали перетерпят деформацию;
- Далее идёт настройка требуемых показателей и непосредственно сварка заготовок.
Стоит также отметить, что перед началом работы следует осмотреть и ознакомиться с приборной панелью вашего приспособления. Элементы управления:
- Переключатель тока при сварке. Регулируется в соотношении с толщиной металла;
- Отдельный переключатель тут регулирует скорость, с какой будет происходить подача проволоки;
- На некоторых машинах – таймеры включения/выключения;
- Отверстие, для сварочного пистолета.
Перед подключением сварки, стоит убедиться в наличии подходящего напряжения и мощности полуавтомата.
Существует два способа сварочных соединений:
- Металлы средней и малой толщины. Сварка производится за счет дуги, которую ведут углом вперед;
- Металлы большой толщины. Сварка производится за счёт дуги, которую ведут углом назад.
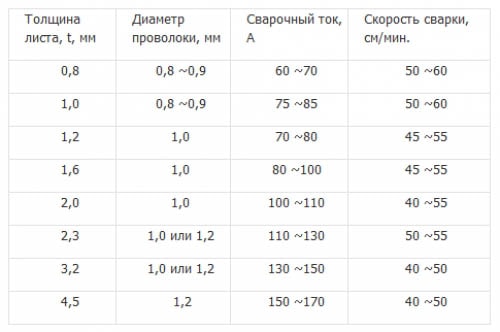
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
Толщина металла, мм Диаметр проволоки, мм Сила тока, А Рабочее напряжение, В Скорость сварки, м/ч Расход газа, м³/мин 0,8 — 1,5 0,5 — 0,8 60 — 100 17 — 20 17 — 20 5 — 7 1,5 — 2,0 0,8 — 1,0 80 — 120 19 — 20 16 — 20 6 — 8 2,0 — 3,0 1,0 — 1,2 100 — 130 19 — 20 14 — 16 8 — 10 3,0 — 4,0 1,2 — 2,0 120 — 200 20 — 24 16 — 20 12 — 16 Из этого мы выделим важные аспекты:
- Увеличение сварочного тока будет влиять на увеличение глубины варки;
- От длинны дуги зависит её напряжение;
- При увеличении длины дуги увеличивается напряжение –> увеличивается ширина и глубина варки;
- Качество шва ухудшается в случае ухудшения свойств дуги;
- Подбор вылета зависит от диаметра используемой проволоки.
Когда работа окончена, подачу защитного газа нельзя прекращать. Сначала следует остановить привод посадочной проволоки, затем отключить питание и только после этого перекрыть поступление углекислого газа. После процесса сварочный шов кристаллизуется. А шлаковую плёнку, при появлении её на поверхности шва, сбивают.
Дуговая сварка в углекислом газе
Сварка полуавтоматом в углекислом газе используется в промышленности и частных мастерских для соединения мелких деталей и заготовок. Этот метод получил свою популярность из-за ряда преимуществ:
- Сварка максимально тонких заготовок;
- Высокая производительность;
- Минимальные затраты. (Углекислый газ стоит довольно дёшево);
- Сварка металлов и сплавов с разнообразными характеристиками;
- Наличие разных режимов для сварки;
- Более стабильная электрическая дуга;
- Уменьшение рисков окисления шва в последствии реакций с внешней средой;
- Улучшение качество шва;
- Сварка полуавтоматом считается одной из самых безопасных для жизни и здоровья человека: как рабочего, так и потребителя;
- Повторное наполнение газом использованных баллонов.
Материалы используемые в углекислоте
Для сборки с углекислотой используют в основном два вида аппаратов:
- Выпрямители для газовой/газозащитной сварки. Машина образует постоянный ток из переменного. Используют для различных работ с электродами в составе которых содержится вольфрама и графит;
- Источниками электрических дуг выступают инверторы. Образуют устойчивую дугу из сетевой энергии.
В сварке полуавтоматом рекомендуется использовать проволоку, в составе которой содержится марганец и кремний. Подбирают проволоку в зависимости от размера и толщины заготовок, а также от параметров самой сварки. Углекислый газ вступает в реакцию именно с этими добавками.
Сам углекислый газ, как упоминалось ранее, не имеет цвета, запаха и вкуса; на человеческое здоровье и, тем более, жизнь никак не влияет. Тару для этого вещества красят в чёрный цвет, чтобы можно было отличить его от других смесей. Давление внутри баллона с газом может достигать 60 кгс/см². На выходе после работы получается O2 и CO. Чтобы избавиться от лишней влаги рабочие используют медные, алюминиевые или силикагелевые осушители.
Сам сварочный шов защищён до появления на нём кристаллов. Количество расхода углекислого газа регулируется на самой сварке. С помощью редуктора подача понижается до 0.5 ат., результатом чего является защита металлов от окисления.
Предостережение! При процессе сварки выделяется CO (угарный газ), который является опасным для здоровья и жизни человека. Главная опасность состоит в том, что он не имеет запаха, но при этом очень токсичен. Газ блокирует поступление кислорода в клетки, в следствии чего рабочий может потерять сознание. Поэтому настоятельно советуется иметь при работе плотные перчатки и одежду, а также респиратор.
Итак, что мы имеем?
Сварка полуавтоматом с использованием углекислого газа считается одной из самых эффективнее и распространённых. Лидер в сварке ультратонких частей, заготовок и деталей. Именно благодаря этой особенности газовая сварка используется при ремонте кузова машин, ведь минимальная толщина их составляет 0.5 мм
Дуговая сварка может проводится разными способами: ручная/полуавтомат/автомат. Но наибольшей популярностью, особенно среди автослесарей пользуется именно сварка полуавтомат. Это наиболее удобный метод сварки, который включает в себя регулировку скорости выброса проволоки.
Сварка с использованием углекислоты обеспечивает на выходе идеальный шов, для любой толщины свариваемых частей, который не окисляется и имеет прекрасные технические свойства.
Настройка сварочного полуавтомата

Настройка сварочного полуавтомата — необходимый шаг для получения качественно шва. При всей своей простоте подготовка сварочного полуавтомата к сварке требует регулировки основных показателей. Каких — разберем дальше.
Основные настройки сварочного полуавтомата
Для настройки вам доступны следующие параметры:
- сила сварочного тока;
- напряжение;
- скорость подачи проволоки;
- расход газа.
Настройка силы тока и напряжения. Выбор диаметра проволоки
Сила сварочного тока выставляется в зависимости от толщины металла и используемой проволоки. Стандартный диапазон полуавтомата — 20-220/250 А, что позволит вам варить металлы разного диаметра. Сила тока настраивается плавным поворотом регулятора на лицевой панели аппарата до нужного значения.

Основные параметры полуавтомата регулируются на лицевой панели
Напряжение отвечает за нагрев во время сварки и настраивается с помощью двух регуляторов на лицевой панели. Один из регуляторов отвечает за режим сварки, другой устанавливает напряжение этих режимов. Величина зависит от толщины металла и диаметра сварочной проволоки.
Скорость подачи сварочной проволоки , как уже было сказано выше, настраивается под напряжение при помощи регулятора. Плавно перемещайте ползунок по часовой стрелке, чтобы выставить нужное значение. Чтобы определиться со скоростью, проведите пробную сварку. При высокой скорости проволока будет сгибаться при касании с металлом, не успевая при этом расплавиться. Если скорость подачи проволоки слишком низкая, присадочный материал будет сгорать до соприкосновения с металлом.
Зависимость силы сварочного тока, напряжения и сварочной проволоки от толщины металла зачастую расписаны в инструкции к аппарату. В противном случае найдите нужное значение в таблице ниже.
Выберите нужный режим сварки
Выбор полярности сварочного полуавтомата для сварки газом и флюсом
Перед тем как приступить к сварке, определитесь с полярностью . Сварка простой омедненной проволокой в среде защитного газа происходит с обратной полярностью: «плюс» на горелке и «минус» на зажиме. При сварке флюсовой проволокой используется прямая полярность: «плюс» — на зажиме, «минус» — на горелке. О том, как заправить проволоку и подключить баллон с газом, читайте здесь.
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с «минусом» на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности «классическим» способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
Скрыть ПодробнееПри обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
Скрыть ПодробнееНа обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
Скрыть Подробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
Скрыть ПодробнееСкорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
Скрыть ПодробнееНа обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
- Сварочные аппараты