Как обжать алюминиевую трубу в домашних условиях
Всем доброго времени суток! Кто может подсказать технологию уменьшения диаметра алюминиевой трубы сплав Д16Т .Надо уменьшить с диаметра 21 до 16-17 мм.
20.01.2016, 21:18
Саму трубку на всю длину не укатает так.
если для соединения с трубкой 16-17мм то:
1. переходник в виде противотанковой гранаты внутрь трубы или стаканы той же формы поверх трубы(фиксация,винта ми, хомутами. )
2. пропил несколько мм шириной и утяжка на том месте где 16-17мм хомутами.
3. аргонная сварка.
Алексей_Сарженко
20.01.2016, 21:29
уменьшить надо на длине 10см. Есть у меня японские элементы так вот там укатано с 30 до 22 мм . Сегодня пробовал на токарном не получается ничего. Рвет трубу. Может надо перед тем как уменьшать нагреть трубу?Кто нибудь конкретно занимался этим.
20.01.2016, 21:38
Наверно надо обжимать на оправке.
20.01.2016, 21:43
это делается на заводе перед термообработкой труб. на готовой трубе под нагревом повторить сможете укатав роликом на оправку несколько мм но потеряете прочность.
20.01.2016, 21:45
Сначала полный отжиг Д-16Т,а потом,приблизительно ,как здесь,через фильеру. http://www.chipmaker.ru/topic/3776/ или «укатывать» роликами ( не одним) на токарном.
20.01.2016, 21:45
Никак. Ищите трубку нужного диаметра или ставьте какая есть.
20.01.2016, 21:54
Сначала полный отжиг Д-16Т,
И получится Д16М, по сути примерно тоже самое что и обычный алюминий. что бы потом опять получить Д16т нужна закалка по не хитрой технологии но температурные режимы надо выдерживать строго иначе невосстановимый брак в виде трещин, расслоений. или незакалка.
20.01.2016, 21:58
И получится Д16М
. -P..то,что надо. и только на несколько часов..в это время надо успеть все сделать.Ну не хочет человек вставки точить. -(
20.01.2016, 21:59
проще трубу в трубу вставить. сколько надо
20.01.2016, 22:02
Трубу в трубу вставить было предложено-пост 2.
20.01.2016, 22:08
Работал на трубопрокатном заводе. Катали нержавейку, и норм получалась дюраль для себя. И прокатом на вальцовочном станке и протяжкой через фильеру , но при обильной смазке специальной присадкой. Дома никак.
Алексей_Сарженко
20.01.2016, 22:42
Да вот почему и задаю вопрос сегодня пробовал и роликами , и шарик наварил на резец ,и труборезом с выточенным роликом. Ничего не получается.Читал как то что можно нагреть а потом в течении нескольких часов дюрал становится мягкой надо вот еще так попробывать.Я почему загорелся этим вопросом есть у меня элементы с японской антенны так вот там прокатаны концы для уменьшения диаметра.На 20 собрал антенну. Стоят элементы без растяжек при любом гололеде. Вот теперь хочу 40-ку так сделать.
если не получится то конечно перейду через трубу.Просто вчера поехал купил дюраль весь кроме 20 вот и заморочился уменьшением.
20.01.2016, 22:51
Японские трубки конечно прокатаны.Но почему вы решили что там аналог Д-16т.
Может у их сплава, иныe » прокатные» свойства,чем у него и поэтому их и катают.
20.01.2016, 22:53
Нагреть нужно до температуры 490 град, выдержать 15-25 мин, охладить в холодной воде
и тут же обработать давлением. Оставить как есть на сутки — сплав упрочнится сам.
Valery Gusarov
20.01.2016, 22:57
сплав упрочнится сам.
Да. Шасси ДИ так гнул в 1976-м. На ТЭЦ, в боковой люк лист.
Алексей_Сарженко
20.01.2016, 23:01
Я конечно не спец в метало ведении но по свойствам они очень похожи на Д16. Тот же налет да и на прочность выдержали гололед без всяких проблем.У меня 5 х 20 из них сделана.Стоят уже года 4.
Я не помню гну помню точно что после нагрева сплав становится таким сто можно гнуть,а через примерно сутки возвращается к своим свойствам.
20.01.2016, 23:43
нагревают до 650С в ванне с расплавленной селитрой ! после этого дюраль становится твердым и можно его обрабатывать резанием но вам надо обратный процесс, видимо не на том форуме совета ищете
Алексей2009
20.01.2016, 23:55
Надо уменьшить с диаметра 21 до 16-17 мм.
Ищем знакомого электромонтажника, электромонтажник ищет ОБЖИМНЫЕ клещи со сменными 6-гранными обжимками.
Ищем трубу или пруток подходящего размера. дальше прессуем трубу большого размера на оправке до нужного, лишнее обтачиваем напильником.
НО , если у вас Д16Т. плюньте вы на это безнадежное дело! Проще правильные трубы найти.
зы. по моему вы не написали толщину стенок вашей трубы. это важно.
21.01.2016, 01:06
будут лопаться при обжиме, как то срочно надо было ставить муфту на кабель, муфта некомплект без гильз была, пробовали от лыжной палки куски обжать, там все гото 1,5мм усадить надо было, 1 обжим нормально, начинаешь обжимать рядом первое место рвется.
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.

Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.

Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.

Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома. Читайте также: «Как выполняется прокатка профильной трубы – оборудование, технология».
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиуса трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
- Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
- После того как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости место сгибания можно разогреть.

Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Способы гибки алюминиевых труб
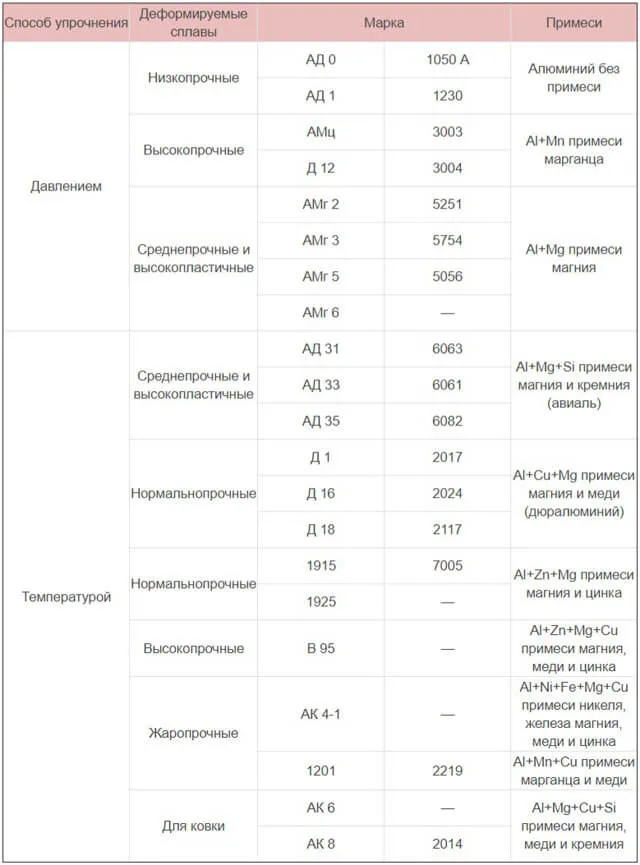
Чаще всего гнут такие марки алюминия, как АД0, АД31, АД33 и т.п., а также и дюралюминий типа Д1. Далее читайте как можно согнуть алюминиевую трубу.

Как согнуть алюминиевую трубу — этот вопрос не может показаться странным для людей, которые уже имели дело с гибкой алюминия (и, в частности, сплавов на его основе). Данный металл, несмотря на высокую пластичность, капризен при деформировании, особенно в пустотелых сечениях. Между тем, алюминиевые трубы часто встречаются как элементы трубопроводных соединений.
- 1 Популярные марки алюминия для гибки
- 2 Особенности гибки алюминиевых профилей
- 3 Особенности ручной гибки алюминиевых труб
Популярные марки алюминия для гибки
Сложности гибки как чистого алюминия, так и сплавов на его основе, связаны со следующими обстоятельствами:

В связи с этим, перед гибкой алюминиевых труб следует точно определить марку сплава и условия его предварительной термообработки. Если сертификат на продукцию отсутствует, то подобную проверку можно выполнить несколькими способами:
- Изучить маркировку, которая обычно приводится на торцевых участках трубы, а затем, по доступным справочникам (хотя бы того же «Справочника конструктора- машиностроителя» Анурьева, т.1), уточнить необходимые показатели пластичности;
- Легким простукиванием изделия молоточком: с повышением твердости материала звук становится более звонким;
- Более мягкий сплав налипает на напильник (характерно, в частности, для АД0 и АМг6), а более твердый — отслаивается от собственной основы;
- Все дюралюмины (а особенно Д16) изначально обладают низкой коррозионной стойкостью, поэтому часто реализуются с поверхностным покрытием по методу анодирования. Такие заготовки допустимо гнуть лишь на небольшие углы;
- Дюралюминиевые трубы не пачкают руки при контакте.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
Технически неграмотно использование трубогибов для алюминиевых труб, которые работают на ином принципе деформирования. Исключение составляет гибка по весьма большим радиусам, когда rmin > (8…10)D (где D — внешний диаметр заготовки). Впрочем, и в таком случае вероятность деформации торцов изделия является высокой.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 90 0 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Особенности ручной гибки алюминиевых труб
Как согнуть алюминиевую трубу самостоятельно, когда приобретение дорогостоящего специализированного станка нецелесообразно? Гибка трубы в домашних условиях может быть выполнена и без трубогиба, если воспользоваться следующими рекомендациями:
- Для повышения пластичности металла и снижения нагрузок при гибке заготовку в зоне гиба подогревают, используя обычную газовую горелку. Исключение составляет анодированный алюминий. Критерием готовности заготовки к деформированию служит температура ее поверхности: бумага, расположенная на ней, задымит или воспламенится. Следует помнить, что при превышении температуры более 120…140 0 С в многокомпонентных сплавах (например, АМг) могут начаться структурные превращения. После нагрева немедленно приступают к гибке.
- Для деформации подойдет шаблон из трубы того же радиуса гиба. Можно изготовить его и из древесины, предварительно пропитанной креозотом. На него накладывается и тщательно фиксируется исходная трубчатая заготовка. После этого целенаправленными ударами резиновой киянки трубе придают необходимый угол. При необходимости процесс повторяют.
- При гибке труб диаметром до 15…20 мм на наружный диаметр заготовки надевают стальную пружину, а затем, используя вставленный в торец заготовки стальной прут, производят обжим материала по шаблону или фиксатору.
- Вместо песка, в качестве заполняющей среды, можно использовать и воду, однако такой способ более сложен с точки зрения практической реализации, особенно при гибке трубы в домашних условиях.
Легкие способы согнуть алюминиевую трубу дома подручными средствами
Алюминий достаточно пластичный материал и легких способов согнуть алюминиевую трубу дома достаточно. При этом легкость сгиба отрицательно влияет на качество стенок изогнутой трубы, поэтому к простому механическому процессу нужно подходить со знанием особенностей именно вашей трубы и применять к ней наименее травматичный способ сгиба.

Особенности алюминиевых труб для бытового использования
Все алюминиевые трубы производятся исключительно по ГОСТам и имеют маркировку производителя. Это важные показатели, как для сферы применения материала, так и для особенностей работы с ним.
Для промышленных производств выпускаются холоднодеформированные алюминиевые трубы в диаметре до 150мм. Производятся такие трубы из алюминиевых заготовок – болванок. В заготовке высверливается сквозное осевое отверстие и далее производится прокат будущей трубы до нужного размера сечения. Швов у такого изделия нет, поэтому при промышленной эксплуатации такие трубы выдерживают большую нагрузку, чем имеющие шов сварные изделия.
Прессованные трубы изготавливают в диаметре до 220мм из алюминиевых болванок. Отверстие трубы в болванке не высверливается, а выдавливается на специальном промышленном стане горячим способом. После получения нужной формы отверстия, заготовка отправляется на прокатные станки, где и завершается процесс изготовления трубы.
Сварные алюминиевые трубы изготавливаются из листов или лент методом скручивания в трубу и сварки по линии стыка с обеих сторон. Для гарантии на сварной шов и снятия напряжения в производстве применяется метод горячего отпуска готового изделия.
Толщина стенки от метода изготовления трубы не зависит. И прокатом, и сваркой можно добиться тонкостенных труб до 5мм и более толстостенных. А вот для получения различных технических характеристик на алюминиевом производстве может применяться множество методов, влияющих на дальнейшую пригодность трубы в промышленности и в быту.
Одна из важнейших эксплуатационных характеристик – температура эксплуатации. Алюминий очень чувствителен к температуре и при внешних показателях ниже +20С становится хрупким, склонным к излому. Такая хрупкость недопустима, поэтому готовую трубу закаливают или нагартуют. Оба способа в разы повышают прочность трубы, не ущемляя пластичность материала при выполнении техники сгиба.
Сфера использования алюминиевых труб очень широка, так как конструкции получаются легкие, нетребовательные к эксплуатации, простые в монтаже. А ещё алюминий очень плохо вступает в химические реакции, поэтому интересен как в бытовом применении, так и в промышленном. Например, в нефтедобывающем промысле алюминиевые трубы используются как магистральные конструкции, так как алюминий инертен к нефтепродуктам. В сельском хозяйстве из алюминиевых труб часто собираются поливочные системы или загоны для птиц или молодняка мелких животных.

В придомовом строительстве из алюминиевых труб можно встретить беседки, навесы, ангары, теплицы, всевозможные козырьки и ограды. Навесные фасады, всё чаще используемые в строительстве, также базируются на трубных конструкциях из алюминия.
Особенности выполнения сгиба на алюминиевой трубе
Согнуть алюминиевую трубу своими руками можно, но это приведет к деформации стенок трубы. На выпуклом участке металл истончится или вообще лопнет, а на внутреннем участке образуется складка. Такие изогнутые трубы можно использовать только при условии отсутствия нагрузки на них, например как подпорка для раскидистых плодовых кустов или элемент ограды сада.
ВАЖНО: для теплицы или навеса алюминиевые изогнутые части целесообразно приобретать в готовом согнутом виде, так как самостоятельно изогнутые трубы не смогут вынести зимой снежной нагрузки, а летом вероятно сложатся от проливного дождя и сильного ветра.
Помимо потери в прочности, сложности могут возникнуть и с твердостью конструкции. Анодные алюминиевые трубы в бытовых условиях согнуть практически невозможно. На месте сгиба обязательно появится трещина, так как этот тип труб отличается повышенной прочностью и твёрдостью и не предусматривает не заводского изгиба.
Вторые по сложности сгибания это трубы, изготовленные прессовым методом. Трещины сразу на внешнем углу сгиба вы не получите, но она возникнет при эксплуатации из-за образовавшегося напряжения.
Завершают тройку «несгибаемого» алюминия дюралюминиевые трубы. В состав сплава таких изделий входит марганец, который и обеспечивает твердость конструкции. Согнуть дома подручными средствами такую трубу практически невозможно.
ВАЖНО: если вы приобрели алюминиевые трубы не в магазине и у вас нет возможности считать маркировку или документацию по характеристикам сплава и производству, то определить тип трубы можно подручными методами. Самые твердые дюралюминиевые трубы не оставляют на руках краску, а также при ударах по трубе молотком звук будет звонче, если сплав твёрдый. Проверить себя можно подточив край трубы напильником, только мягкий алюминий даст металлический налёт.

К непосредственному сгибу алюминиевой трубы можно приступать после определения толщины стенок, марки сплава, конструкции нужного изогнутого изделия и его общей длины. Обычно алюминиевые трубы требуют изгиба в диапазоне от 45 до 135 градусов, но, конечно, потребности каждого домохозяйства индивидуальны. А вот правила сгиба универсальны:
- При сгибании трубы со швом, он должен быть расположен в плоскости внутреннего или внешнего изгиба, но никак не на торце. Даже закаленный шов лопнет.
- Для каждого диаметра трубы есть минимальный возможный радиус изгиба и требуемая длина свободного края до места изгиба. При этом для диаметра трубы до 20мм радиус не должен превышать двух диаметров трубы, то есть не более 40мм. Для труб диаметром больше 25мм радиус должен превышать три диаметра.
Согнуть алюминиевую трубу без заломов проще всего трубогибом. И ручной и механический вы можете взять в аренду на время проведения вами запланированных работ с трубами. Проще и дешевле воспользоваться арендой ручного трубогиба одной из модификаций:
- Станок Вольнова – рычажный трубогиб. На станке установлена форма, в которой устанавливают трубу, на форму воздействуют рычагом, который плавно сгибает конструкцию без предварительного нагревания изделия.
- Арбалетный станок – устройство обратное рычажному – труба вдавливается в предустановленную форму до получения нужного изгиба.
- Пружинный станок – подходит для труб, которые соответствуют набору пружин к станку. Внутрь алюминиевой трубы вставляется поддерживающая пружина, труба нагревается и изгибается по нужной форме. Для труб с малым диаметром допустимы манипуляции без нагрева, с условием, что имеется подходящая пружина. После получения нужной формы, пружина из трубы изымается.
Трубогибы любой конфигурации могут иметь дополнительный провод, повышающий скорость работы и качество процесса деформации. Чаще всего провода выполняют функцию прокаливания трубы.

Если по какой-либо причине арендовать или купить трубогиб у вас возможности нет, а согнуть алюминиевую трубу или профиль дома нужно, то существуют допустимые способы, позволяющие минимально навредить стенкам трубы на местах изгиба.
Первый лёгкий способ согнуть алюминиевую трубу дома самостоятельно можно выполнить как с нагревом, так и не холодном металле. Для этого вам понадобится просеянный песок, деревянный колышек и скоба, о которую вы будите выполнять изгиб.
Деревянный чопик вам понадобится для заглушки одного из концов трубы, далее её полость аккуратно засыпают песком, простукивая для лучшего заполнения. После заполнения второй край также закрывается чопиком под размер трубы. Далее выполняется необходимый изгиб трубы о скобы. Песок после придания нужной формы из трубы высыпается.
Нагревать при таком способе сгиба трубу нужно равномерно на месте сгиба и единожды. Сохранить качество стенок алюминиевой трубы возможно только при соблюдении этого условия.
Второй способ самостоятельно без трубогиба согнуть алюминиевую трубу — использовать деревянную болванку требуемой формы изгиба. Деревянную форму крепко закрепляют на столе, верстаке или любой другой устойчивой поверхности. Изгиб осуществляется деревяными брусками до придания трубе требуемой формы.
Для третьего способа потребуется песок и киянка. Трубу засыпают песком, укладывают на деревянные упоры и выполняют постепенный прогиб киянкой. Песок после получения сгиба из трубы высыпается.
Тонкие трубы до 20 мм в сечении можно согнуть, зажав один свободный край в тиски, прогрев место сгиба и руками в крагах или потных рукавицах придать нужную форму углу сгиба. Также для тонких труб можно использовать закрепленный деревянный упор на фанере, по которой будущий изгиб трубы выставлен гвоздями или скобами. Свободный край трубы зажимается между упором и первым гвоздём, а труба постепенно загибается по контуру гвоздей на фанере. Такой способ очень удобен для самостоятельного изготовления дуг для маленького парника или теплички, когда важно не только согнуть изделие, но и получить его несколько одинаковых экземпляров.

Если у вас алюминиевая труба толстостенная и большого диаметра, то вышеперечисленные способы не подойдут. Лучшим решением станет домашний способ изгиба при помощи УШМ и сварочного аппарата. Труба предварительно подготавливается — место изгиба размечается мелом вплоть до последнего сантиметра места деформации. С внешней стороны будущего изгиба делаются прорези болгаркой, чтобы избежать трещины и снизить требуемое давление. По деревянной форме или киянкой выполняют изгиб, после чего сварочным аппаратом завариваются разрезы и возможные трещинки рядом с ними.
Очень важно при выборе метода сгибания точно определить, что за сплав у вашей трубы. Жесткие конструкции без нагрева не поддадутся изгибу и с большей вероятностью лопнут о ваших усилий. Особенно это касается труб и профилей, изготовленных методом горячей экструзии с выдавливанием. Вторая самая частая ошибка — слишком маленькой радиус сгиба трубы. Преследую цель получить требуемую алюминиевую конструкцию об этом часто забывается, что приводит всё к тем же трещинам и растяжению металла с понижением качеств нагрузки на конструкцию.
Ещё один пул ошибок домашних мастеров по сгибу алюминиевых труб и профилей связан с неправильным или недостаточным нагревом. Сам нагрев производить нужно газовой горелкой или паяльной лампой, а вот проверить степень готовности детали можно простой бумагой. Способ контроля очень прост — если возле нагретого участка лист бумаги начал дымиться — нагрев достаточный, можно приступать к задуманной деформации трубы.
ВАЖНО: после выполнения изгиба, алюминиевую трубу можно обработать специальными реагентами для повышения прочности за счёт увеличения сопротивляемости коррозии полученного изделия. Важно не делать этого до сгибания, так как такие закрепители значительно снижают пластичность и ваша задача только усложнится, а место деформации так и останется уязвимым.